Viz též, Stránce 234, 5 zápichové cykly – HEIDENHAIN SW 54843x-02 Uživatelská příručka
Stránka 234
234
Programování cyklů
4.5 Zápichové cykly
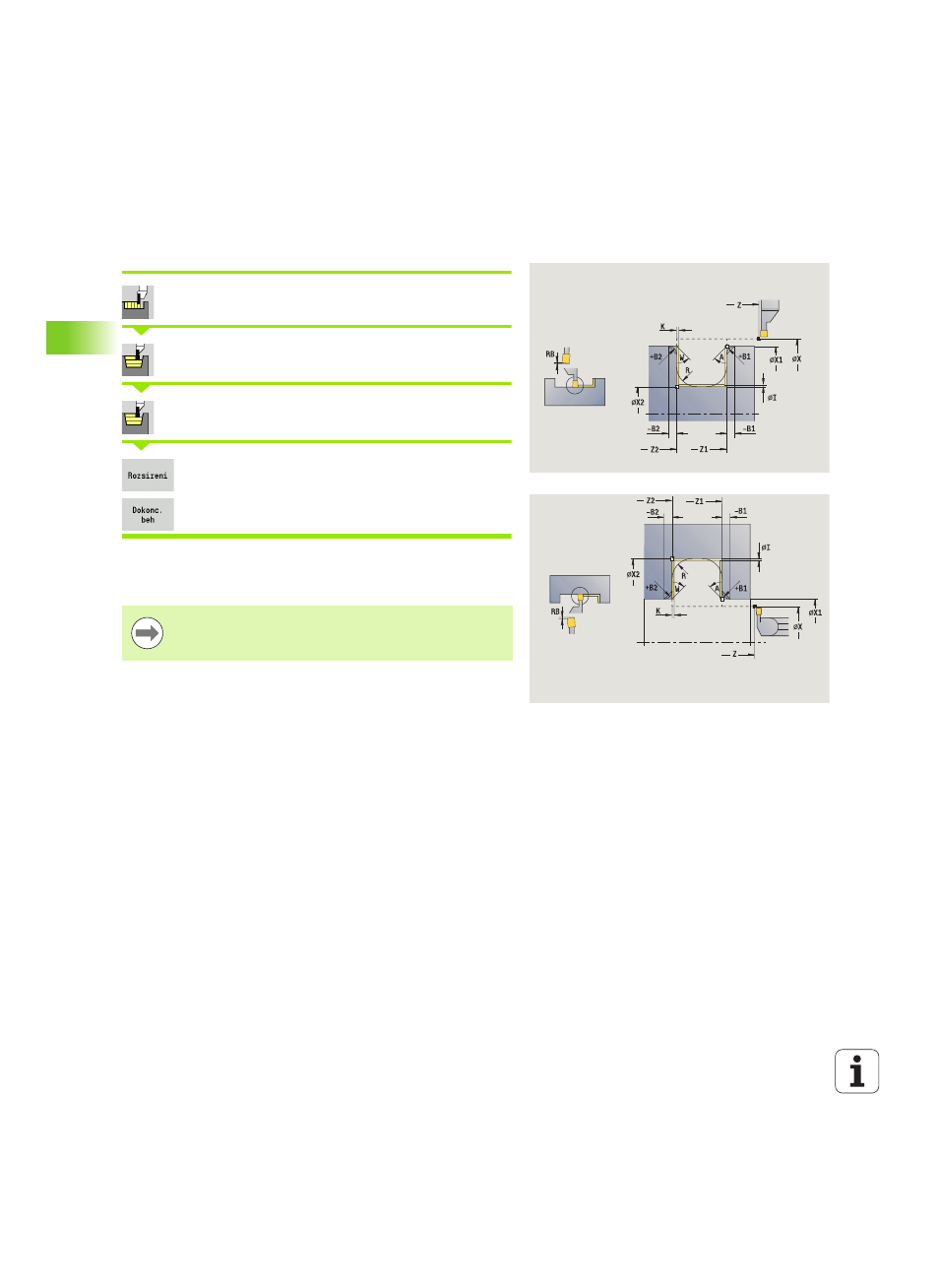
Zapichování a soustružení radiálně načisto –
rozšířené
Zvolte Zápichové cykly
Zvolte Zapichování a soustružení
Zvolte Zapichování a soustružení radiálně
Současně zapněte softtlačítko Rozšířené
Současně zapněte softtlačítko Dokončení
Tento cyklus dokončí úsek obrysu definovaný pomocí Výchozího bodu
obrysu a Koncového bodu obrysu (viz též “Zapichování a soustružení”
Přídavky polotovaru I, K definují materiál, který se
odebere při dokončovacím cyklu. Proto zadávejte při
zapichování a soustružení načisto přídavky.
Parametry cyklu
X, Z
Startovní bod
X1, Z1
Výchozí bod obrysu
X2, Z2
Koncový bod obrysu
RB
Korekce hloubky soustružení
I, K
Přídavek ve směru X a Z se bere při obrábění načisto do
úvahy při následujícím obrábění
A
Výchozí úhel (rozsah: 0° <= A < 90°)
W
Koncový úhel (rozsah: 0° <= W < 90°)
R
Zaoblení
G14
Bod výměny nástroje (viz strana 126)
T
Číslo místa revolverové hlavy
ID
Identifikační číslo nástroje
S
Otáčky / řezná rychlost
F
Posuv na otáčku
B1, B2
Zkosení/zaoblení (B1 začátek obrysu; B2 konec obrysu)
B>0: Rádius zaoblení
B<0: Šířka zkosení
RI, RK
Přídavek polotovaru ve směru X a Z: Přídavek před
obráběním načisto pro výpočet najížděcích /odjížděcích
drah a dokončovací oblasti