Icp-obrábění dokončení axiálně, 4 úb ěrové cykly – HEIDENHAIN SW 54843x-02 Uživatelská příručka
Stránka 188
188
Programování cyklů
4.4 Úb
ěrové cykly
ICP-obrábění dokončení axiálně
Zvolte Úběrové cykly axiálně/radiálně
Zvolte ICP-obrábění axiálně
Současně zapněte softtlačítko Dokončení
Tento cyklus dokončuje úsek obrysu popsaný v obrysu ICP. Na konci
cyklu zůstane nástroj stát.
Nástroj se zanoří s maximálně možným úhlem, zbytek
materiálu zůstane stát.
Parametry cyklu
X, Z
Startovní bod
FK
ICP-hotový dílec: název obráběného obrysu
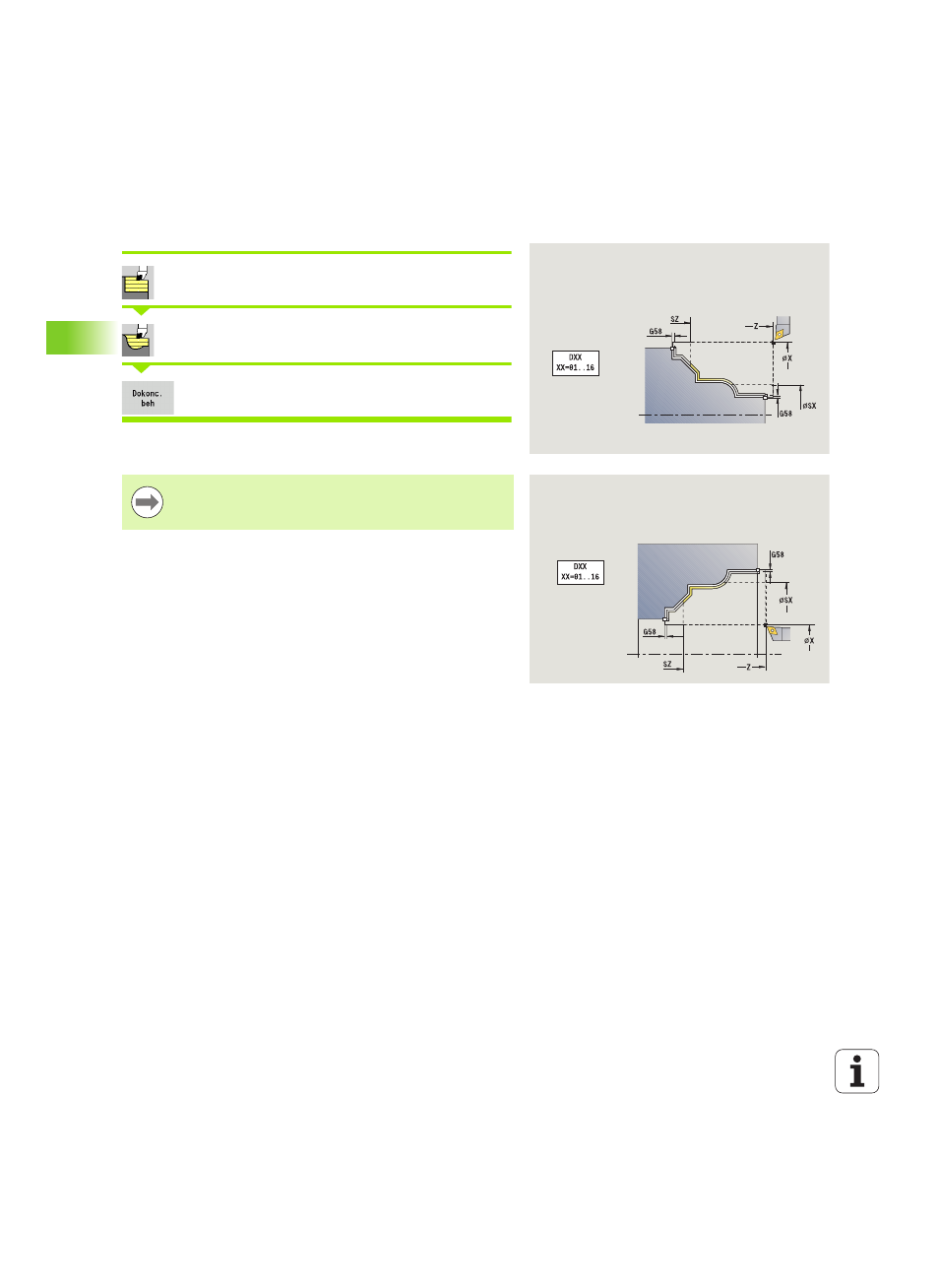
DXX
Číslo aditivní korekce: 1-16 (viz strana 126)
G58
Přídavek rovnoběžně s obrysem
DI
Přídavek rovnoběžně s X
DK
Přídavek rovnoběžně se Z
SX, SZ
Omezení řezu (viz strana 126)
G47
Bezpečná vzdálenost (viz strana 126)
G14
Bod výměny nástroje (viz strana 126)
T
Číslo místa revolverové hlavy
ID
Identifikační číslo nástroje
S
Otáčky / řezná rychlost
F
Posuv na otáčku
MT
M po T: M-funkce, která se provede po vyvolání nástroje T.