Obrábění, icp podél obrysu radiálně, 4 úb ěrové cykly – HEIDENHAIN SW 54843x-02 Uživatelská příručka
Stránka 178
178
Programování cyklů
4.4 Úb
ěrové cykly
Obrábění, ICP podél obrysu radiálně
Zvolte Úběrové cykly axiálně/radiálně
Zvolte Podél ICP-obrysu radiálně
Cyklus obrobí nahrubo definovanou oblast souběžně s obrysem.
Cyklus hrubuje souběžně s obrysem v závislosti na
přídavku polotovaru J a na druhu řezných drah H:
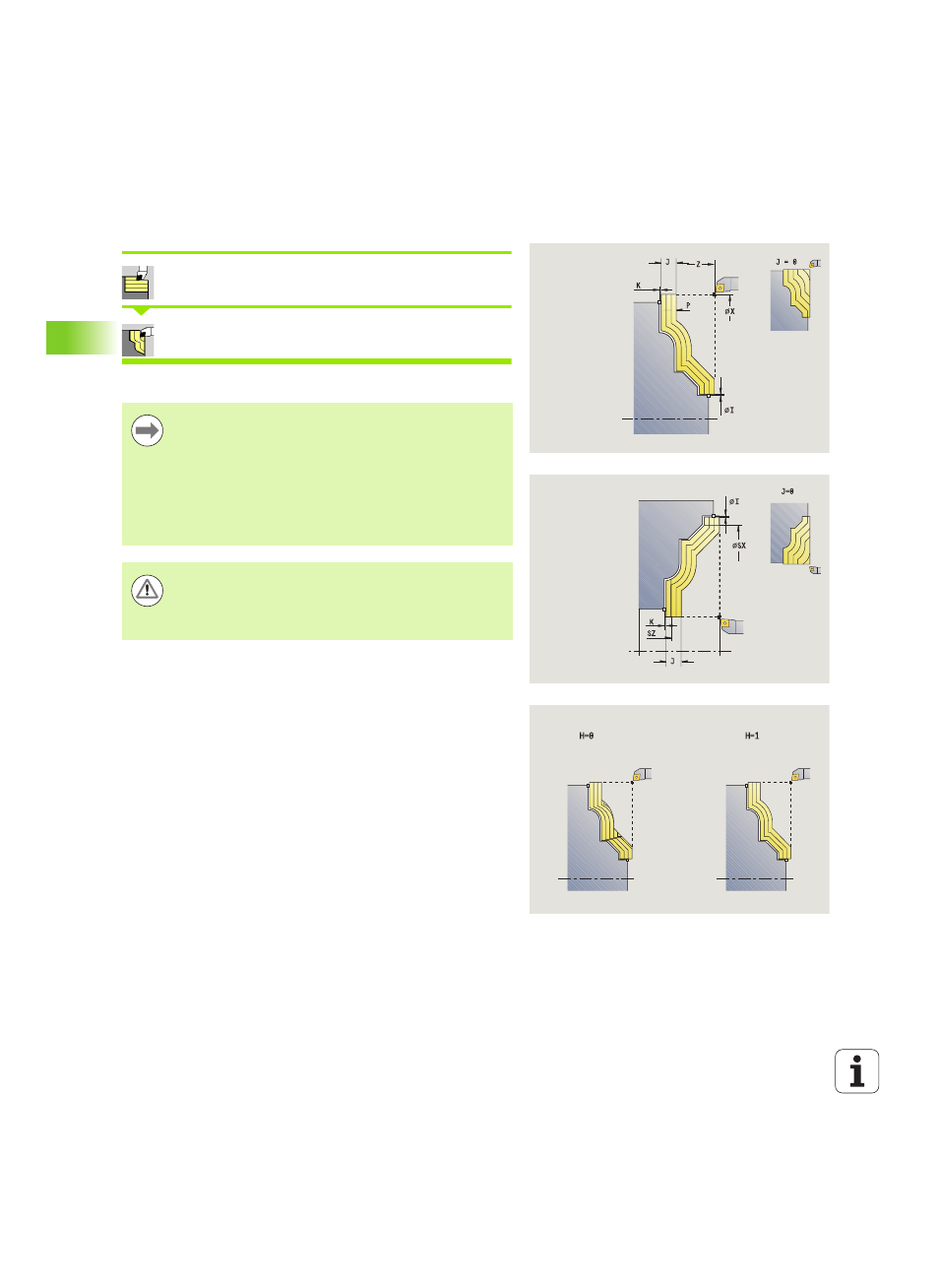
J=0: oblast popsanou pomocí „X, Z“ a ICP-obrysem
s ohledem na přídavky.
J>0: oblast popsanou ICP-obrysem (plus přídavky) a
Přídavkem polotovaru J.
Nástroj se zanoří s maximálně možným úhlem, zbytek
materiálu zůstane stát.
Pozor nebezpečí kolize !
Je-li Přídavek polotovaru J>0: Použijte jako Hloubku
přísuvu P menší přísuv, pokud je kvůli geometrii břitu
maximální přísuv v axiálním a radiálním směru rozdílný.
Parametry cyklu
X, Z
Startovní bod
FK
ICP-hotový dílec: název obráběného obrysu
P
Hloubka přísuvu – vyhodnocuje se podle „J“.
J = 0: P je maximální hloubka přísuvu. Cyklus redukuje
hloubku přísuvu, pokud není možný naprogramovaný
přísuv kvůli geometrii břitu v radiálním, popř. v axiálním
směru.
J>0: P je hloubka přísuvu. Tento přísuv se používá v
axiálním a radiálním směru.
H
Druh řezných drah – cyklus obrábí
0: s konstantní hloubkou úběru
1: s ekvidistantní dráhou řezu
I, K
Přídavky X, Z
J
Přídavek polotovaru – cyklus obrábí
J = 0: od pozice nástroje
J>0: oblast popsanou přídavkem polotovaru
HR
Určení směru hlavního obrábění
SX, SZ
Omezení řezu (viz strana 126)
G47
Bezpečná vzdálenost (viz strana 126)
G14
Bod výměny nástroje (viz strana 126)