2 parametry – HEIDENHAIN SW 54843x-02 Uživatelská příručka
Stránka 539
HEIDENHAIN MANUALplus 620
539
8.2 Parametry
Dokončování – analýza obrábění
Zapichování a obrysové zapichování
Zapichování a obrysové zapichování – najíždění a odjíždění
Pohyby při najíždění a odjíždění probíhají rychloposuvem (G0).
Analýza obrábění
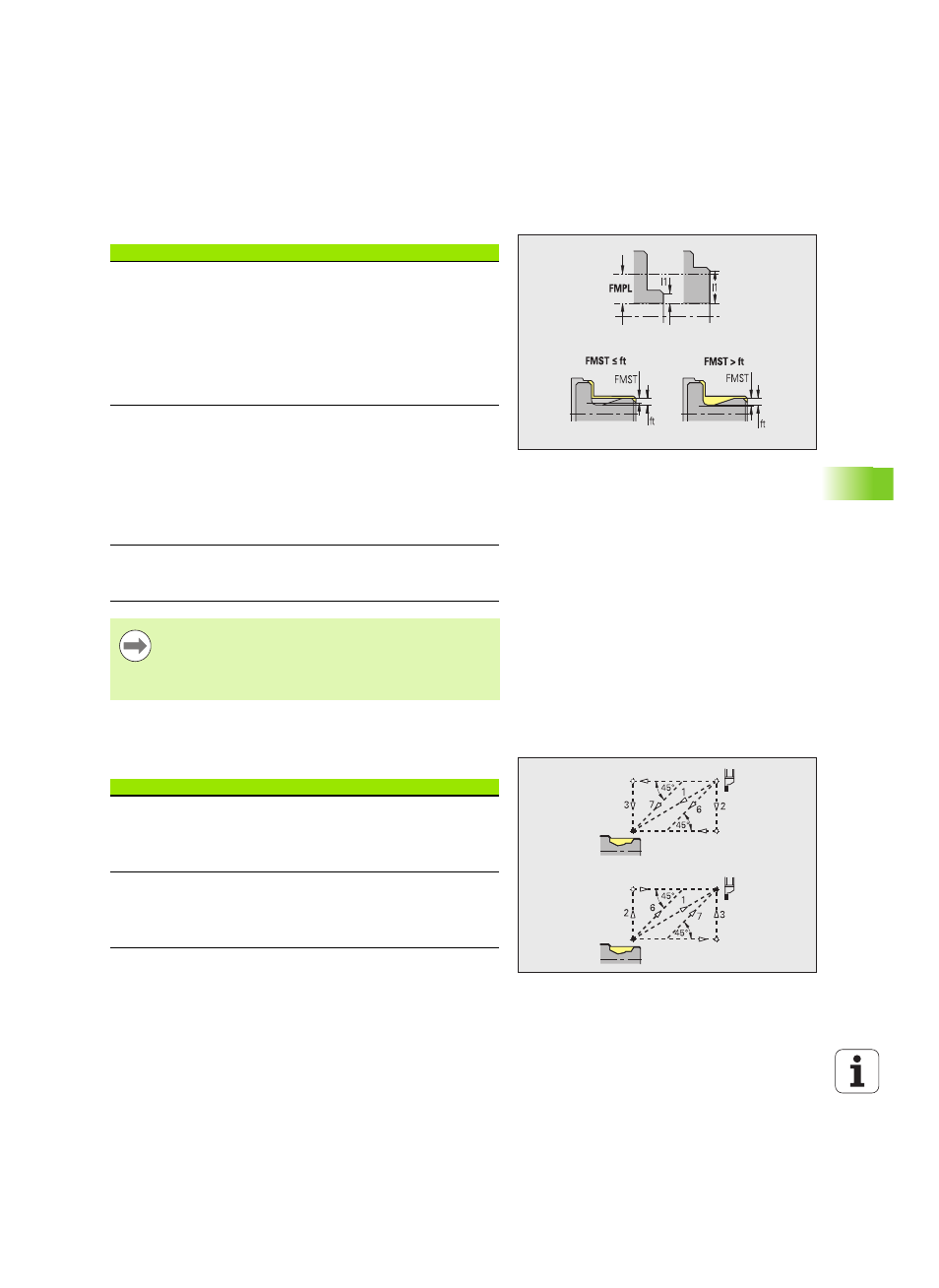
Minimální radiální délka [FMPL]
TURN PLUS přezkoumá nejvíce vpředu uložený prvek
dokončovaného vnějšího obrysu. Platí:
bez vnitřního obrysu: vždy se zvláštním radiálním řezem
s vnitřním obrysem – FMPL >= l1: bez zvláštního radiálního
řezu
s vnitřním obrysem – FMPL < l1: se zvláštním radiálním
řezem
Maximální hloubka dokončovacího řezu [FMST]
FMST definuje přípustnou hloubku zanoření pro neobrobené
odlehčovací zápichy. Dokončovací cyklus (G890) na základě
tohoto parametru rozhodne, zda se odlehčovací zápichy (tvary
E, F, G) obrobí dokončovacím obrysovým obráběním. Platí:
FMST > ft: s obrobením odlehčovacího zápichu (ft: hloubka
odlehčovacího zápichu (výběhu))
FMST <= ft: bez obrobení odlehčovacího zápichu
Počet otáček při zkosení nebo zaoblení [FMUR]
Posuv se sníží natolik, aby se provedlo nejméně FMUR otáček
(vyhodnocení: dokončovací cyklus G890).
Pro FMPL platí:
Zvláštní radiální řez se provede zvenčí dovnitř.
„Odchylka radiálního úhlu PWA“ nemá na analýzu
radiálních prvků žádný vliv.
Najíždění a odjíždění
Nájezd na vnější zapichování [ANESA]
Nájezd na vnitřní zapichování [ANESI]
Odjezd z vnějšího zapichování [ABESA]
Odjezd z vnitřního zapichování [ABESI]
Najíždění na vnější obrysové zapichování [ANKSA]
Najíždění na vnitřní obrysové zapichování [ANKSI]
Odjíždění z vnějšího obrysového zapichování [ABKSA]
Odjíždění z vnitřního obrysového zapichování [ABKSI]