8 frézovací cykly – HEIDENHAIN SW 54843x-02 Uživatelská příručka
Stránka 314
314
Programování cyklů
4.8 Frézovací cykly
RE
Rádius zaoblení (standardně: 0)
Mnohoúhelník (Q>2): Rádius zaoblení
Kruh (Q = 0): Rádius (poloměr) kruhu
A
Úhel s osou X (standardně: 0)
Mnohoúhelník (Q>2): Poloha tvaru
Kruh: bez zadání
G14
Bod výměny nástroje (viz strana 126)
T
Číslo místa revolverové hlavy
ID
Identifikační číslo nástroje
S
Otáčky / řezná rychlost
F
Posuv na otáčku
Parametry cyklu (druhé zadávací okno)
I
Přídavek rovnoběžně s obrysem
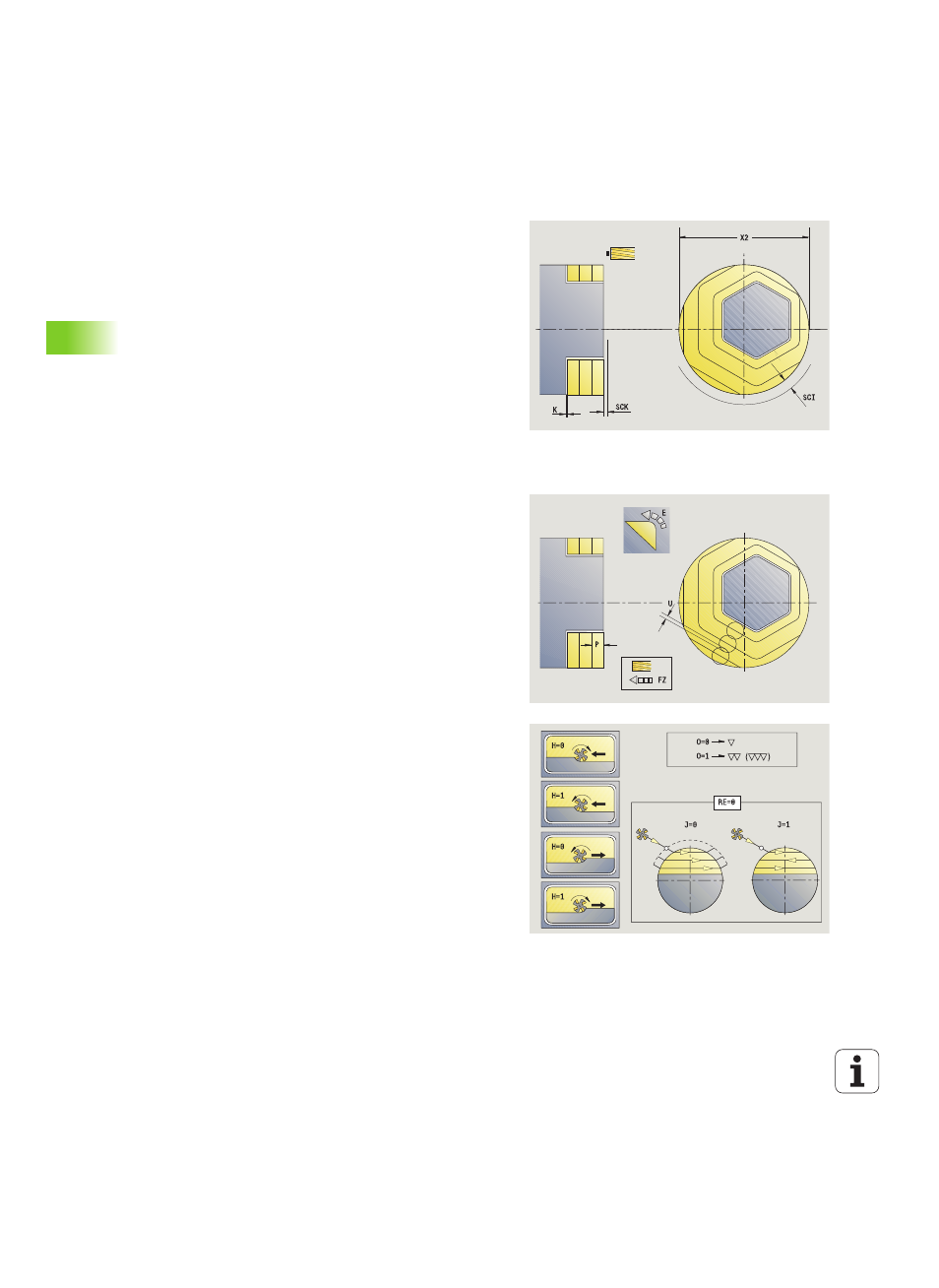
K
Přídavek ve směru přísuvu
X2
Mezní průměr
P
Hloubka přísuvu (standardně: celá hloubka jedním
přísuvem)
FZ Posuv
při přísuvu (standardně: aktivní posuv)
E
Snížený posuv pro kruhové prvky (standardně: aktuální
posuv)
U
Koeficient přesahu (rozsah: 0 < U < 1; standardně 0,5)
O
Hrubování nebo obrábění načisto
0: Hrubování
1: Obrábění načisto
H
Způsob frézování
0: Nesousledně
1: Sousledně
SCI
Bezpečná vzdálenost v rovině obrábění
SCK Bezpečná vzdálenost ve směru přísuvu (viz strana 126)
MT
M po T: M-funkce, která se provede po vyvolání nástroje T.