6 závitové a zápichové cykly – HEIDENHAIN SW 54843x-02 Uživatelská příručka
Stránka 260
260
Programování cyklů
4.6 Závitové a zápichové cykly
Druh obrábění pro přístup k databance technologických dat:
Soustružení závitů
Provedení cyklu
1 vypočte rozdělení řezů
2 odstartuje ze Startovního bodu Z pro první řez
3 jede posuvem ke Koncovému bodu Z2
4 vrátí se zpět rovnoběžně s osou a provede přísuv pro další řez
5 opakuje 3 ... 4, až se dosáhne Hloubka závitu U
6 jede podle nastavení G14 do bodu výměny nástroje
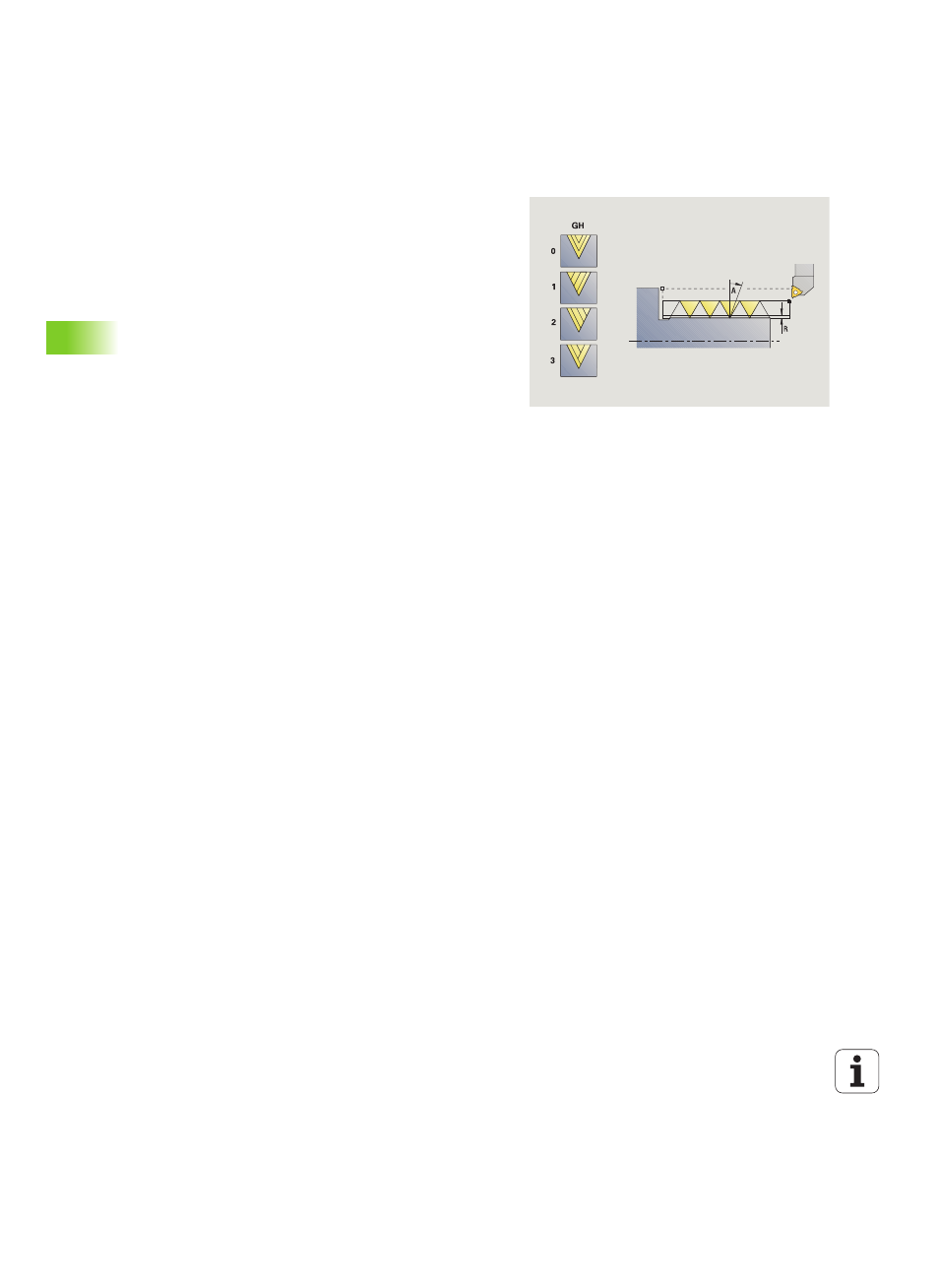
A
Úhel přísuvu (rozsah: –60° < A < 60°; standardně: 30°)
A<0: přísuv z levého boku
A>0: přísuv z pravého boku
R
Hloubka zbývajícího řezu – jen při GV = 4
(standardně: 1/100 mm)
IC
Počet řezů – přísuv se vypočítá z IC a U.
Využitelné při:
GV = 0: konstantní průřez třísky
GV = 1: konstantní přísuv
MT
M po T: M-funkce, která se provede po vyvolání nástroje T.
MFS
M na začátku: M-funkce, která se provede na počátku
obráběcí operace.
MFE
M na konci: M-funkce, která se provede na konci obráběcí
operace.
WP
Indikace které vřeteno s obrobkem bude zpracovávat
cyklus (závisí na stroji)
Hlavní pohon
Protivřeteno pro obrobení zadní strany