Obrábění, zanořování axiálně, 4 úb ěrové cykly – HEIDENHAIN SW 68894x-03 Uživatelská příručka
Stránka 173
HEIDENHAINCNC PILOT 640
173
4.4 Úb
ěrové cykly
Obrábění, zanořování axiálně
Zvolte Úběrové cykly axiálně/radiálně
Zvolte Zanořování axiálně
Cyklus hrubuje oblast popsanou Výchozím bodem obrysu, Koncovým
bodem obrysu a Úhlem zanoření.
Druh obrábění pro přístup k databance technologických dat:
hrubování
Nástroj se zanoří s maximálně možným úhlem, zbytek
materiálu zůstane stát.
Čím strměji se nástroj zanořuje, tím více se redukuje
posuv (maximálně 50 %).
Parametry cyklu
X, Z
Bod startu
X1, Z1
Výchozí bod obrysu
X2, Z2
Koncový bod obrysu
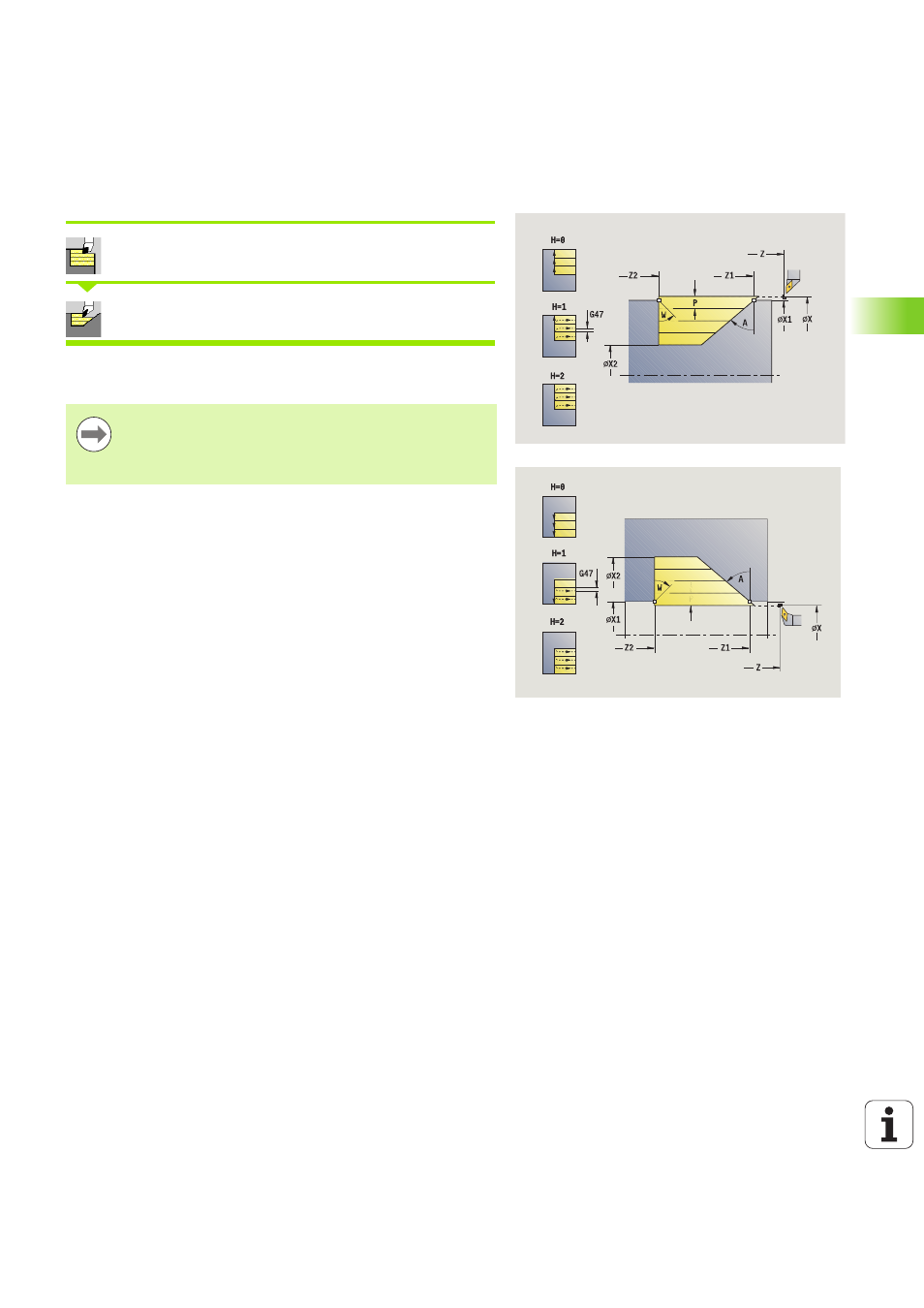
P
Hloubka přísuvu: maximální hloubka přísuvu
H
Vyhlazení obrysu
0: s každým řezem
1: po posledním řezu
2: bez vyhlazovacího řezu
A
Úhel zanoření (rozsah: 0° <= A < 90°; standardně: 0°)
W
Koncový úhel - úkos na konci obrysu
(rozsah: 0° <= W < 90°)
G47
Bezpečná vzdálenost (viz strana 138)
G14
Bod výměny nástroje (viz strana 138)
T
Číslo místa revolverové hlavy
ID
Identifikační číslo nástroje
S
Otáčky / řezná rychlost
F
Posuv na otáčku
MT
M po T: M-funkce, která se provede po vyvolání nástroje T.
MFS
M na začátku: M-funkce, která se provede na počátku
obráběcí operace.
MFE
M na konci: M-funkce, která se provede na konci obráběcí
operace.
WP
Indikace které vřeteno s obrobkem bude zpracovávat
cyklus (závisí na stroji)
Hlavní pohon
Protivřeteno pro obrobení zadní strany