Obrys icp axiálně, 8 frézovací cykly – HEIDENHAIN SW 68894x-03 Uživatelská příručka
Stránka 323
HEIDENHAINCNC PILOT 640
323
4.8 Frézovací cykly
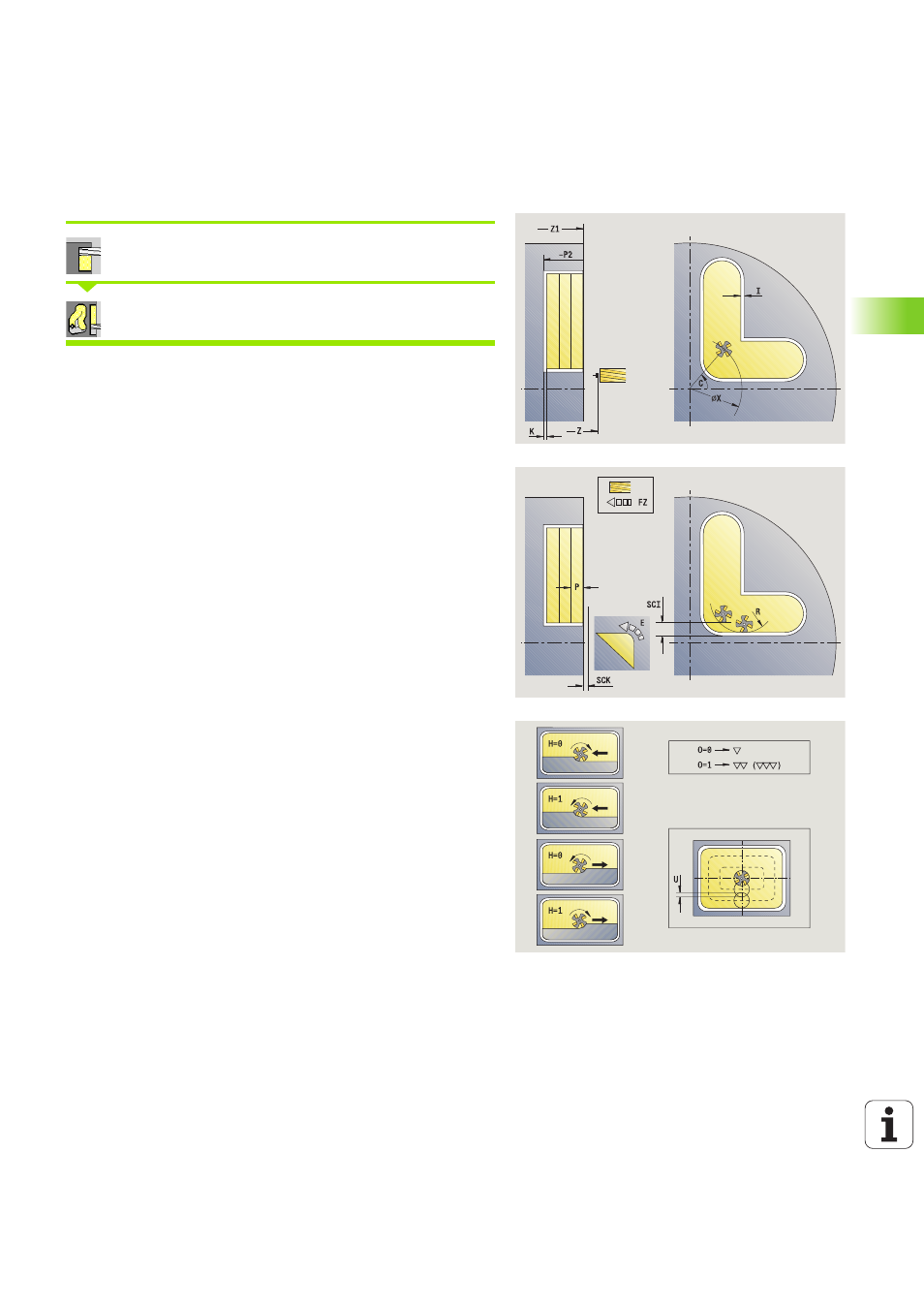
Obrys ICP axiálně
Zvolte frézování
Zvolte Axiální obrys ICP
V závislosti na parametrech frézuje tento cyklus obrys resp. ohrubuje/
dokončí kapsu na čelní ploše.
Parametry cyklu (první zadávací okno)
X, Z
Bod startu
C
Úhel vřetena (poloha osy C)
Z1
Horní hrana frézování (standardně: bod startu Z)
P2
Hloubka frézování
I
Přídavek rovnoběžně s obrysem
K
Přídavek ve směru přísuvu
P
Hloubka přísuvu (standardně: celá hloubka jedním
přísuvem)
FZ Posuv
při přísuvu (standardně: aktivní posuv)
E
Snížený posuv pro kruhové prvky (standardně: aktuální
posuv)
FK
Číslo obrysu ICP
G14
Bod výměny nástroje (viz strana 138)
T
Číslo místa revolverové hlavy
ID
Identifikační číslo nástroje
S
Otáčky / řezná rychlost
F
Posuv na otáčku
Parametry cyklu (druhé zadávací okno)
O
Hrubování nebo dokončení – pouze při frézování kapes
0: Hrubování
1: Dokončení
2: Odjehlení
H
Způsob frézování
0: Nesousledně
1: Sousledně
U
Koeficient přesahu (rozsah: 0 < U < 1)
U=0 nebo bez zadání: frézování obrysu
U\>0: Frézování kapes – minimální přesah frézovacích
drah = U*průměr frézy
JK
Frézování obrysu (zadání se vyhodnotí pouze při
frézování obrysu)
0: na obrysu
1: uvnitř obrysu
2: vně obrysu