Axiální zapichování a soustružení icp, 5 zápichové cykly – HEIDENHAIN SW 68894x-03 Uživatelská příručka
Stránka 254
254
Režim Teach-in (Naučit)
4.5 Zápichové cykly
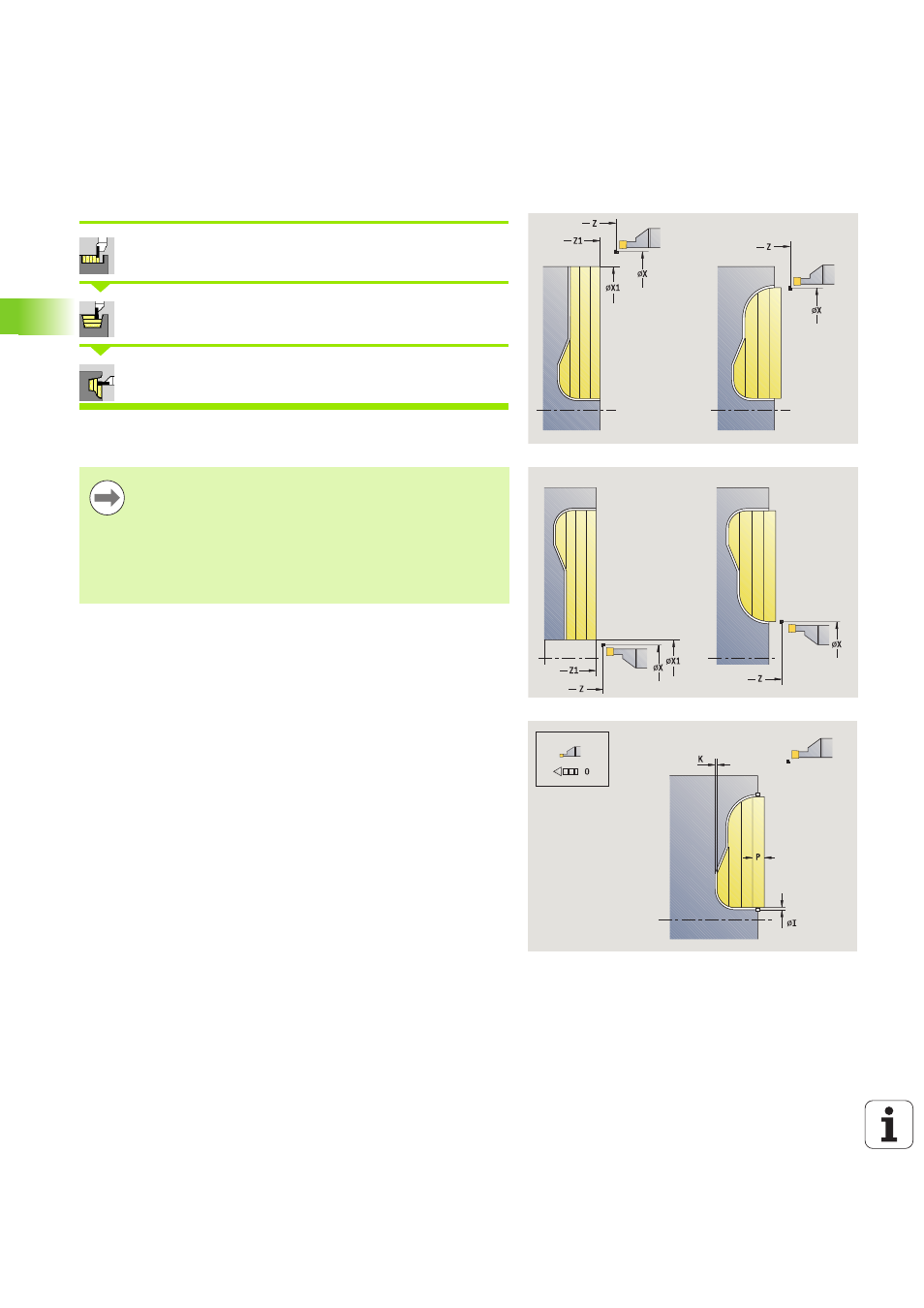
Axiální zapichování a soustružení ICP
Zvolte Zápichové cykly
Zvolte Zapichování a soustružení
Zvolte Zapichování a soustružení axiálně
Tento cyklus obrobí definovanou oblast (viz také “Zapichování a
Definujte pro
klesající obrysy bod startu – nikoliv výchozí bod obrysu.
Cyklus obrábí oblast popsanou bodem startu a ICP-
obrysem s přihlédnutím k přídavkům.
stoupající obrysy bod startu a výchozí bod obrysu.
Cyklus obrábí oblast popsanou výchozím bodem a ICP-
obrysem s přihlédnutím k přídavkům.
Parametry cyklu
X, Z
Bod startu
X1, Z1
Výchozí bod polotovaru
FK
ICP-hotový dílec: Název obráběného obrysu
P
Hloubka přísuvu: maximální hloubka přísuvu
ET
Hloubka zápichu, o kterou se přisune jedním řezem.
O
Posuv při zapichování (standardně: aktivní posuv)
I, K
Přídavky X, Z
SX, SZ
Omezení řezu (viz strana 138)
B
Šířka přesazení (standardně: 0)
U
Soustružení jedním směrem (standardně: 0)
0: obousměrně
1: jednosměrně (směr: viz pomocný obrázek)
G14
Bod výměny nástroje (viz strana 138)
A
Výchozí úhel definuje rozsah obrábění ve výchozím bodu
obrysu
W
Koncový úhel definuje rozsah obrábění v koncovém bodu
obrysu
T
Číslo místa revolverové hlavy
ID
Identifikační číslo nástroje
S
Otáčky / řezná rychlost
F
Posuv na otáčku
G47
Bezpečná vzdálenost (viz strana 138)