Vrtání závitu axiálně, 7 v rt a cí cykly – HEIDENHAIN SW 68894x-03 Uživatelská příručka
Stránka 307
HEIDENHAINCNC PILOT 640
307
4.7 V
rt
a
cí cykly
Vrtání závitu axiálně
Zvolte vrtání
Zvolte Vrtání závitu axiálně
Tento cyklus vyřízne závit do čelní plochy.
Význam délky povytažení: Tento parametr používejte u kleštin s
kompenzací délky. Cyklus vypočítá na základě hloubky závitu,
naprogramovaného stoupání a délky povytažení nové jmenovité
stoupání. Jmenovité stoupání je o trochu menší, než je stoupání
závitníku. Během výroby závitu se vrták povytáhne z upínacího
pouzdra o délku vytažení. S tímto postupem dosáhnete lepší životnost
závitníků.
Parametry cyklu
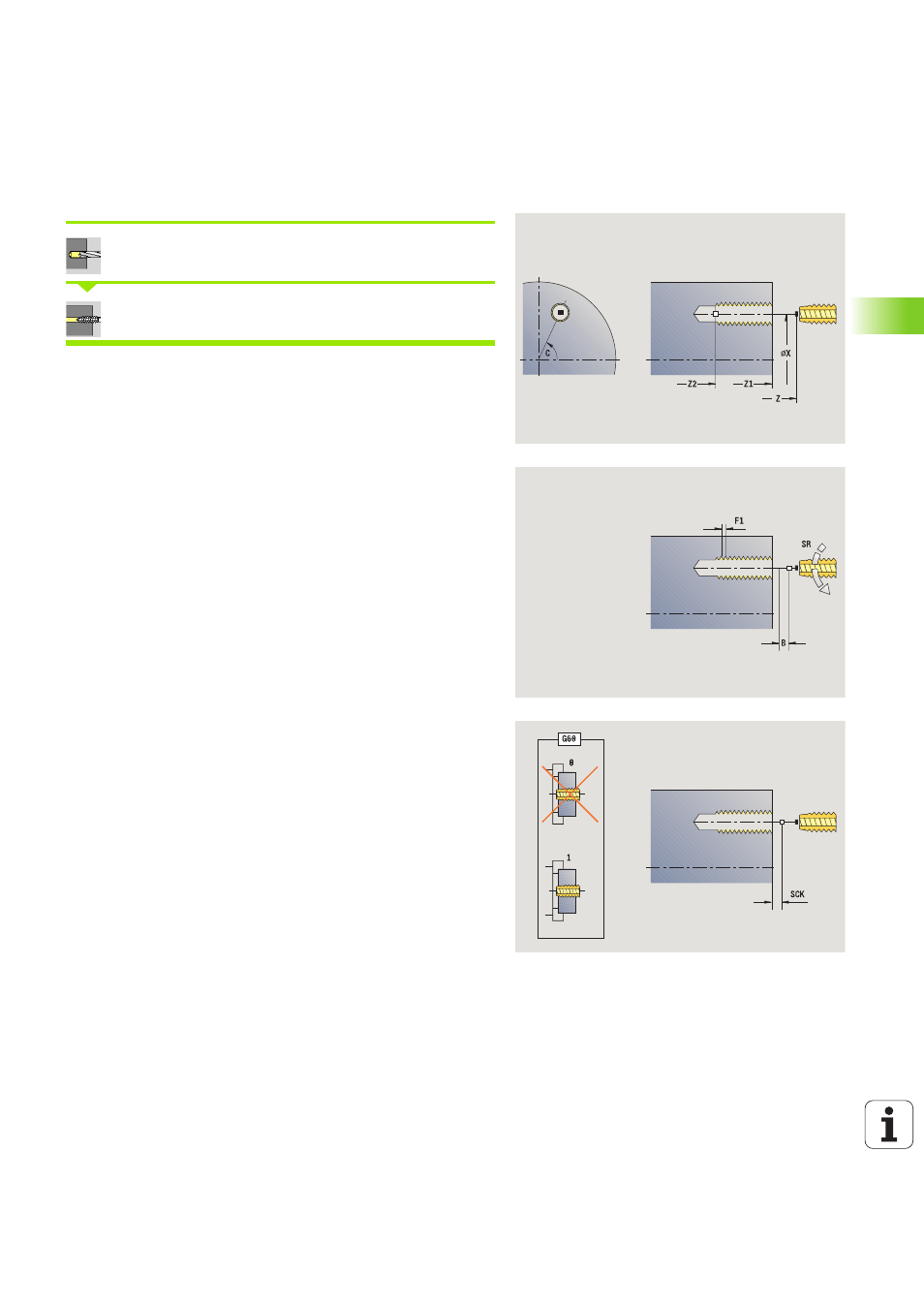
X, Z
Bod startu
C
Úhel vřetena (poloha osy C) – (standardně: aktuální úhel
vřetena)
Z1
Výchozí bod vrtání (standardně: vrtání z polohy "Z")
Z2
Koncový bod vrtání
F1
Stoupání závitu (= posuv) (standardně: posuv z popisu
nástroje)
B
Délka náběhu pro dosažení naprogramovaných otáček a
posuvu (standardně: 2* stoupání závitu F1)
SR Otáčky pro rychlý zpětný pohyb (standardně: stejné jako
při vrtání závitu)
L
Délka vytahování při používání kleštin s vyrovnáním délky
(standardně: 0)
SCK Bezpečná vzdálenost (viz strana 138)
G60 Vypnout
bezpečnostní zónu pro operaci vrtání
0: aktivní
1: neaktivní
G14
Bod výměny nástroje (viz strana 138)
T
Číslo místa revolverové hlavy
ID Identifikační číslo nástroje
S
Otáčky / řezná rychlost
SP
Hloubka lomu třísky
SI
Vzdálenost výjezdu
MT
M po T: M-funkce, která se provede po vyvolání nástroje T.
MFS
M na začátku: M-funkce, která se provede na počátku
obráběcí operace.