Icp-obrábění radiálně, 4 úb ěrové cykly – HEIDENHAIN SW 68894x-03 Uživatelská příručka
Stránka 200
200
Režim Teach-in (Naučit)
4.4 Úb
ěrové cykly
ICP-obrábění radiálně
Zvolte Úběrové cykly axiálně/radiálně
Zvolte ICP-obrábění radiálně
Cyklus hrubuje oblast popsanou startovním bodem a ICP-obrysem
s přihlédnutím k přídavkům.
Nástroj se zanoří s maximálně možným úhlem, zbytek
materiálu zůstane stát.
Čím strměji se nástroj zanořuje, tím více se redukuje
posuv (maximálně 50 %).
Parametry cyklu
X, Z
Bod startu
FK
ICP-hotový dílec: Název obráběného obrysu
P
Hloubka přísuvu: maximální hloubka přísuvu
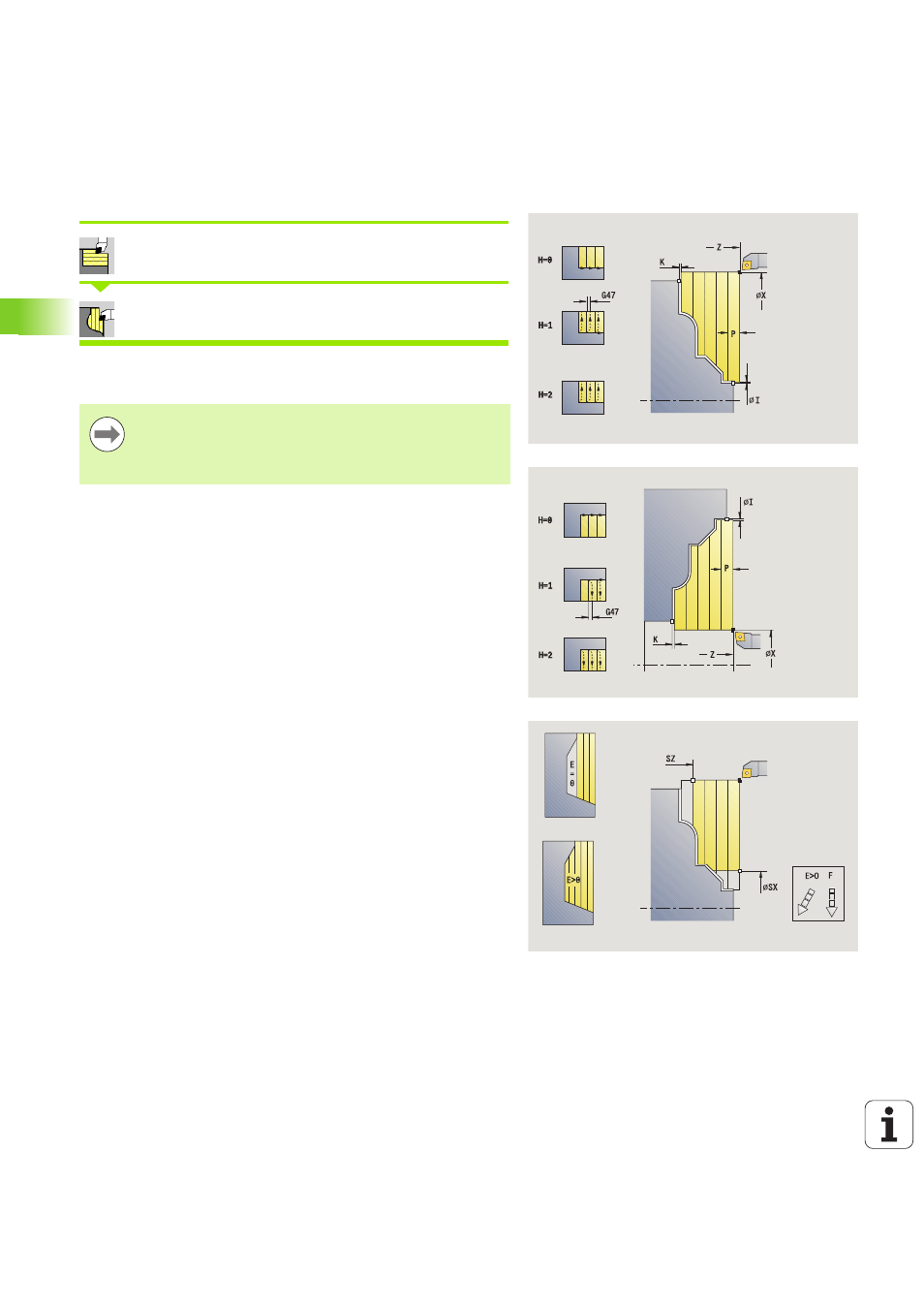
H
Vyhlazení obrysu
0: s každým řezem
1: po posledním řezu
2: bez vyhlazovacího řezu
I, K
Přídavky X, Z
E
Chování při zanořování:
Bez zadání: automatická redukce posuvu
E = 0: bez zanoření
E\>0: použitý posuv při zanořování
SX, SZ
Omezení řezu (viz strana 138)
G47
Bezpečná vzdálenost (viz strana 138)
G14
Bod výměny nástroje (viz strana 138)
T
Číslo místa revolverové hlavy
ID
Identifikační číslo nástroje
S
Otáčky / řezná rychlost
F
Posuv na otáčku
BP
Doba přerušení: Časový úsek přerušení posuvu.
Přerušením posuvu se tříska ulomí.
BF
Trvání posuvu: Časový interval do další přestávky.
Přerušením posuvu se tříska ulomí.
XA, ZA
Výchozí bod polotovaru (platí pouze pokud nebyl
naprogramovaný žádný polotovar):
XA, ZA nenaprogramované: Obrys polotovaru se
vypočítá z polohy nástroje a obrysu ICP.
XA, ZA naprogramované: Definice rohu obrysu
polotovaru.