Odlehčovací zápich din 509 e, 6 závitové a zápichové cykly – HEIDENHAIN SW 68894x-03 Uživatelská příručka
Stránka 291
HEIDENHAINCNC PILOT 640
291
4.6 Závitové a zápichové cykly
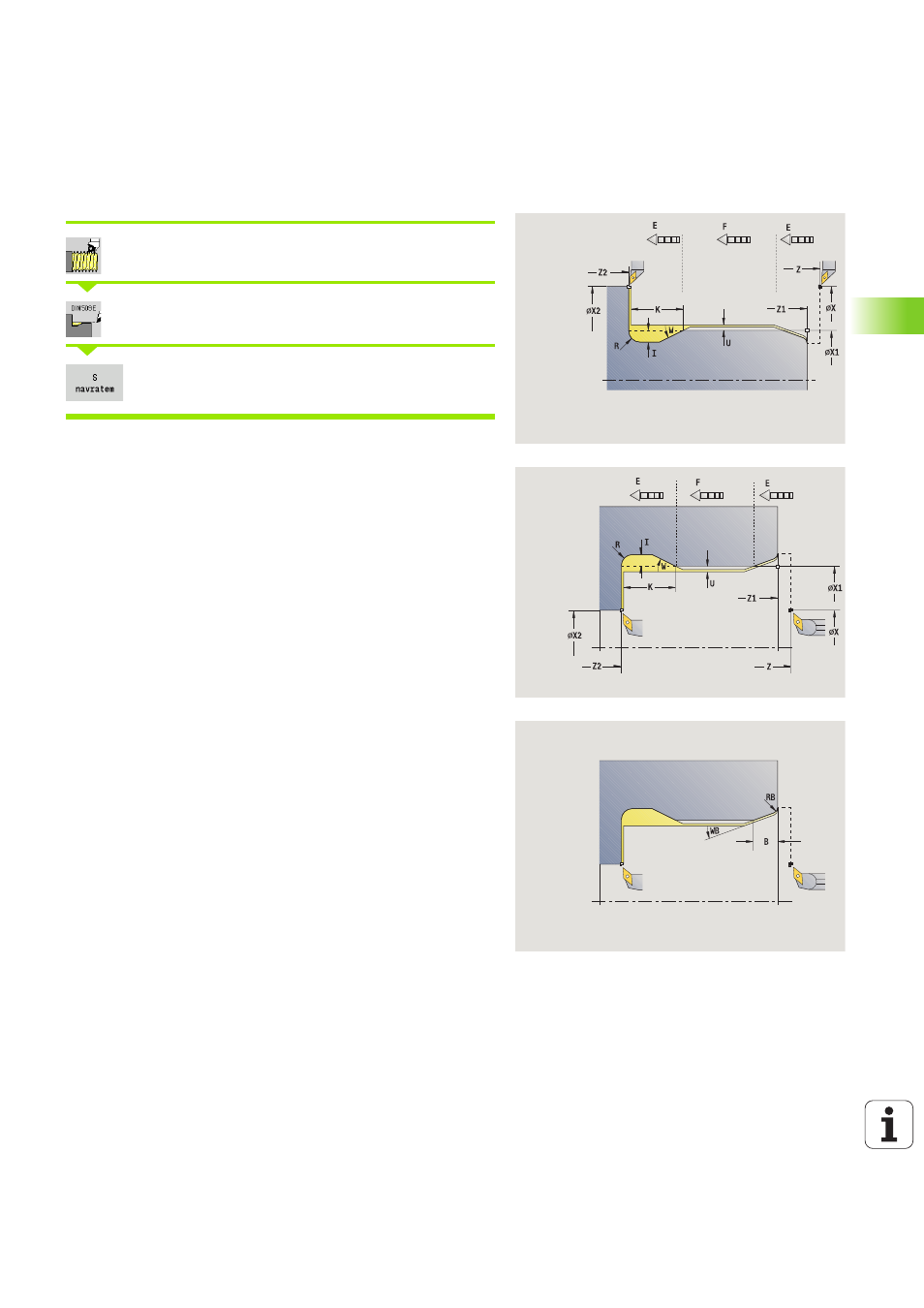
Odlehčovací zápich DIN 509 E
Zvolte Řezání závitu
Zvolte odlehčovací zápich DIN 509 E
Vyp: na konci cyklu zůstane nástroj stát
Zap: nástroj odjede zpět do startovního bodu
Tento cyklus zhotoví odlehčovací zápich (výběh) závitu podle DIN 509
tvaru E, náběh válce, hrubý válec pro závit a navazující čelní plochu.
Pro válec můžete definovat přídavek na broušení. Náběh válce se
zhotoví tehdy, když zadáte délku náběhu válce nebo rádius náběhu.
Parametry cyklu
X, Z
Bod startu
X1, Z1
Startovní bod válce
X2, Z2
Koncový bod čelní plochy
U
Přídavek na broušení pro oblast válce (standardně: 0)
E
Redukovaný posuv pro zanořování a náběh válce
(standardně: posuv F)
I
Odlehčovací zápich (standardně: tabulka norem)
K
Délka odlehčovacího zápichu (standardně: tabulka norem)
W
Úhel odlehčovacího zápichu (standardně: tabulka norem)
R
Rádius odlehčovacího zápichu na obou stranách zápichu
(standardně: tabulka norem)
G14
Bod výměny nástroje (viz strana 138)
T
Číslo místa revolverové hlavy
ID Identifikační číslo nástroje
S
Otáčky / řezná rychlost
F
Posuv na otáčku
B
Délka válce náběhu závitu (standardně: žádný náběh
závitu)
WB Úhel
náběhu (standardně: 45°)
RB Rádius
náběhu (standardně: bez zadání = žádný prvek):
Kladná hodnota = rádius náběhu, záporná hodnota =
sražení
G47
Bezpečná vzdálenost (viz strana 138) – vyhodnocuje se
pouze při „S návratem“.
MT
M po T: M-funkce, která se provede po vyvolání nástroje T.
MFS
M na začátku: M-funkce, která se provede na počátku
obráběcí operace.