Axiální zapichování a soustružení icp načisto, 5 zápichové cykly – HEIDENHAIN SW 68894x-03 Uživatelská příručka
Stránka 258
258
Režim Teach-in (Naučit)
4.5 Zápichové cykly
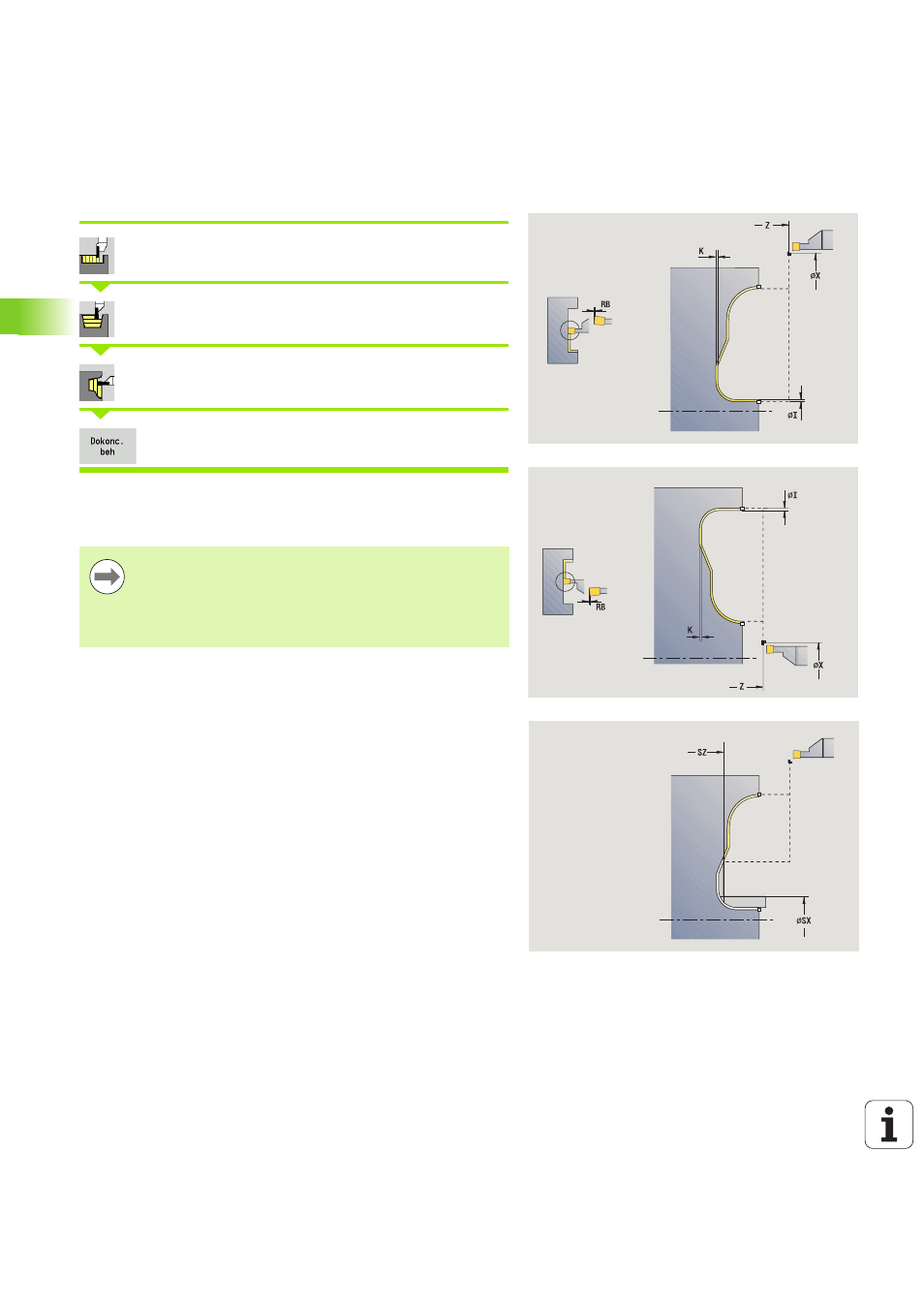
Axiální zapichování a soustružení ICP načisto
Zvolte Zápichové cykly
Zvolte Zapichování a soustružení
Zvolte Zapichování a soustružení ICP axiálně
Současně zapněte softtlačítko Dokončení
Tento cyklus dokončuje úsek obrysu popsaný v obrysu ICP (viz též
“Zapichování a soustružení” na stranì 236). Nástroj odjede na konci
cyklu zpět do startovního bodu.
Přídavky polotovaru I, K definují materiál, který se
odebere při dokončovacím cyklu. Proto zadávejte při
zapichování a soustružení načisto přídavky.
Přídavky I, K definují materiál, který zůstane po
dokončovacím cyklu.
Parametry cyklu
X, Z
Bod startu
FK
ICP-hotový dílec: Název obráběného obrysu
RB
Korekce hloubky soustružení
I, K
Přídavky X, Z
RI, RK
Přídavek polotovaru ve směru X a Z
SX, SZ
Omezení řezu (viz strana 138)
G14
Bod výměny nástroje (viz strana 138)
A
Výchozí úhel definuje rozsah obrábění ve výchozím bodu
obrysu
W
Koncový úhel definuje rozsah obrábění v koncovém bodu
obrysu
T
Číslo místa revolverové hlavy
ID
Identifikační číslo nástroje
S
Otáčky / řezná rychlost
F
Posuv na otáčku
G47
Bezpečná vzdálenost (viz strana 138)
MT
M po T: M-funkce, která se provede po vyvolání nástroje T.