Práce s nástroji ze zásobníku, 2 ru č ní a automatický provoz – HEIDENHAIN CNC Pilot 4290 V7.1 Description of B and Y axes Uživatelská příručka
Stránka 14
14
1.2 Ru
č
ní a automatický provoz
Práce s nástroji ze zásobníku
Výměna nástroje ze zásobníku
Tuto funkci používejte k výměně nástroje nebo změně úhlu naklopení,
popř. úhlu polohy aktivního nástroje.
U
V ručním režimu zvolte „T > Zásobník > Výměna
nástrojů“. Řídicí systém otevře dialogové okno
„Zásobník: Výměna nástrojů“
U
Stiskněte softklávesu, zvolte nástroj ze seznamu
zásobníku, zadejte další parametry a zavřete
dialogové okno. Řídicí program nahraje příslušný NC-
program.
U
Aktivujte NC-program pomocí cyklu Start.
CNC PILOT
přinese nástroj do zásobníku
vyjme uvedený nástroj ze zásobníku
přejede do bodu výměny nástrojů
naklopí osu B
natočí nástroj „normálně“ nebo „hlavou dolů“ (offset úhlu polohy C)
vypočítá data nástroje s ohledem na „Orientaci O“, na pozici osy B a
úhel polohy
nastaví čelisťovou brzdu
C=0°
C=180°
0°
B
O=
1
3
7
5
2
4
6
8
C
B
O
T
M
Parametry
ID
Identifikační číslo nástroje v zásobníku
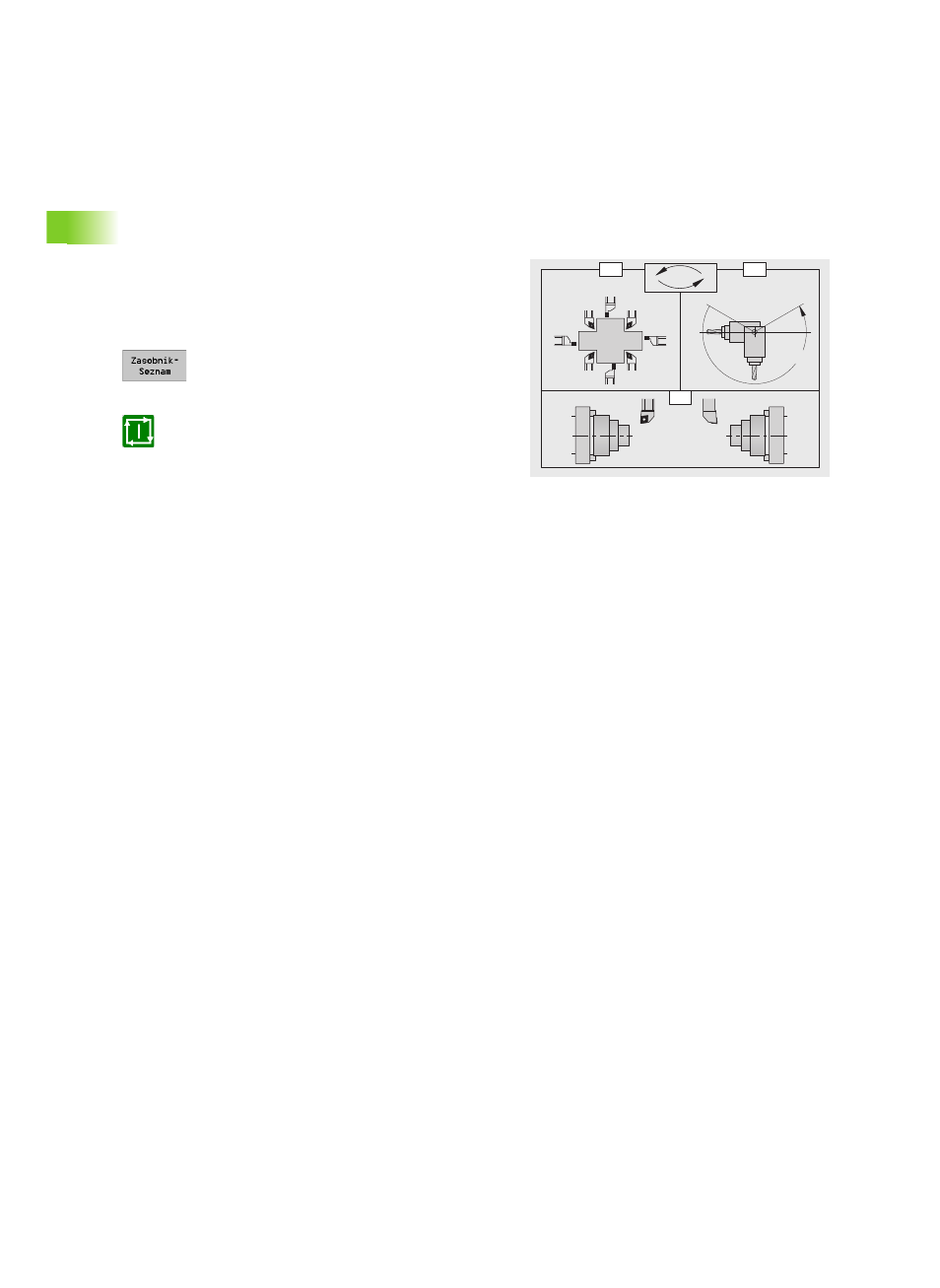
O
Orientování soustružnických nástrojů. Poloha břitu nástroje
(viz obrázek).
Polohy nástroje 1, 3, 5, 7: pro hrubovací, dokončovací
nástroje a nástroje s kruhovým břitem (neutrální nástroje se
rozpoznávají podle úhlu nastavení)
Polohy nástroje 2, 4, 6, 8: pro zapichovací a závitořezné
nástroje (zda je nástroj „pravý“ nebo „levý“ je definováno v
datech nástrojů)
B
Úhel osy B. Úhel na který se osa B naklopí.
C
Offset polohového úhlu u soustružnických nástrojů
0°: pozice nástroje je „normální“
180°: pozice nástroje je „hlavou dolů“
H
Čelisťová brzda
0: brzda se zablokuje v závislosti na parametrech nástroje
(„bez pohonu“ se zabrzdí; „s pohonem“ se nebude brzdit)
1: brzda se zabrzdí
2: brzda se nezabrzdí