Naklopení roviny obrábění g16, 7 din plus: roviny obráb ění – HEIDENHAIN CNC Pilot 4290 V7.1 Description of B and Y axes Uživatelská příručka
Stránka 41
HEIDENHAIN CNC PILOT 4290
41
1.7 DIN PLUS: Roviny obráb
ění
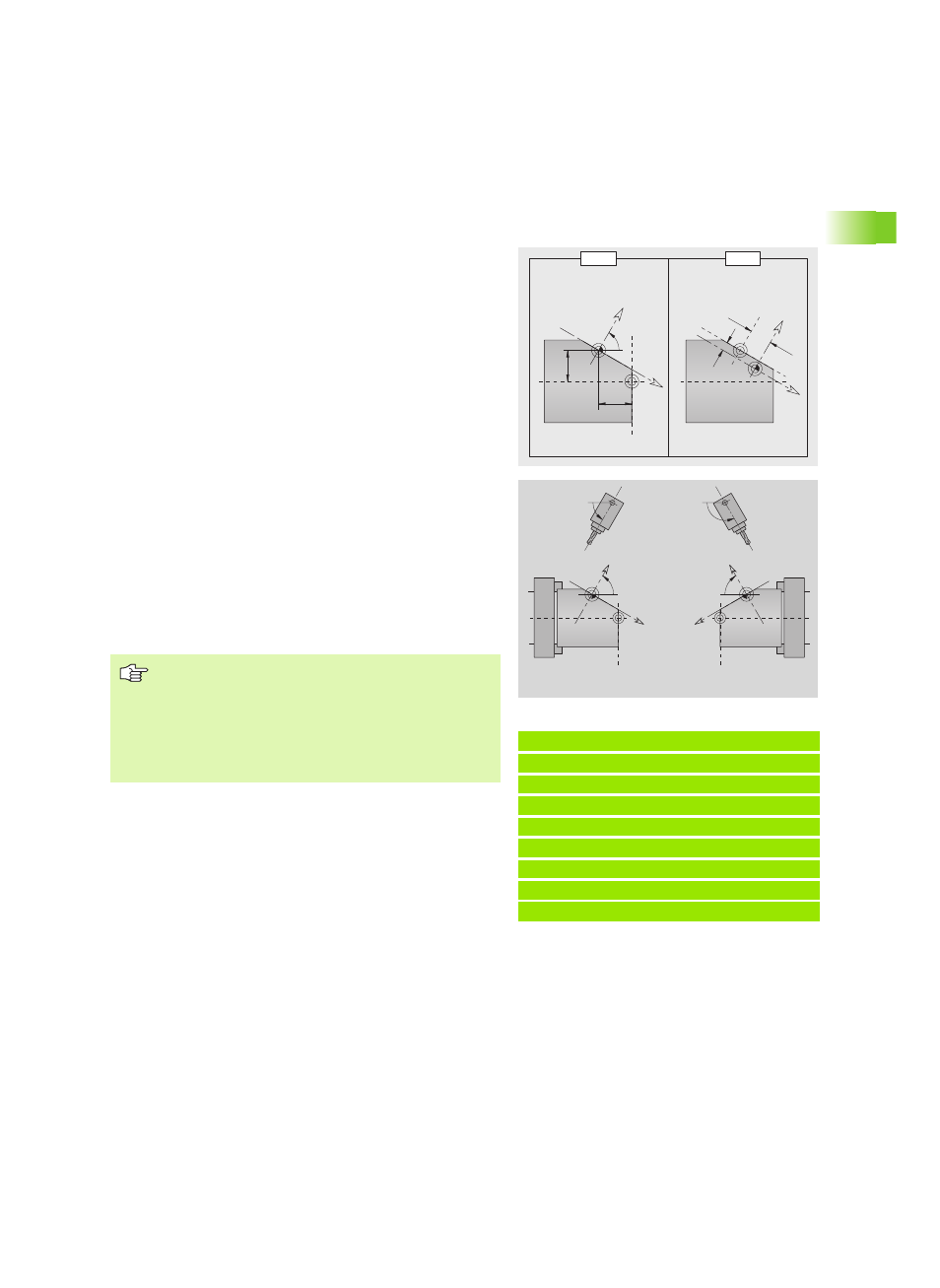
Naklopení roviny obrábění G16
G16 provádí následující posuny a natočení:
Posune souřadný systém do pozice I, K
Natočí souřadný systém o úhel B; vztažný bod: I, K
Pokud je naprogramována, tak posune souřadný systém kolem U a
W v natočeném souřadném systému.
G16 Q0 nastaví rovinu obrábění zase zpátky. Nulový bod a souřadný
systém, který byl definovaný před G16, je nyní zase platný.
G16 Q2 přepne zpět na předchozí rovinu G16.
Referenční osou pro „Úhel roviny B“ je kladná osa Z. To platí i v
zrcadleném souřadném systému.
Przykład: „G16“
. . .
OBRÁBĚNÍ
...
N.. G19
N.. G15 B130
N.. G16 B130 I59 K0 Q1
N.. G1 X.. Z.. Y..
N.. G16 Q0
. . .
X
U, W
B, I, K
K
I
Z
B
X
U
W
Z
Z
B
X
Z
B
X
Parametry
B
Úhel rovin; reference: kladná osa Z
I
Reference roviny ve směru X (poloměr)
K
Reference roviny ve směru Z
U
Posunutí ve směru X
W
Posunutí ve směru Z
Q
ZAP/VYPnout naklopení roviny obrábění
0: Vypnout „Naklopení roviny obrábění“
1: Naklopení roviny obrábění
2: Přepnout zpět na předchozí rovinu G16
Mějte na paměti:
V naklopeném souřadném systému je X osou přísuvu.
Souřadnice X se kótují jako souřadnice průměru.
Zrcadlení souřadného systému nemá na vztažnou osu
úhlu naklopení („úhel osy B“ cyklu G714) žádný vliv.
Dokud je G16 aktivní, tak nejsou jiné posuny nulového
bodu přípustné.