1 1 din plus (osa y): frézovací cykly – HEIDENHAIN CNC Pilot 4290 V7.1 Description of B and Y axes Uživatelská příručka
Stránka 58
58
1.1
1 DIN PLUS (osa Y): Frézovací cykly
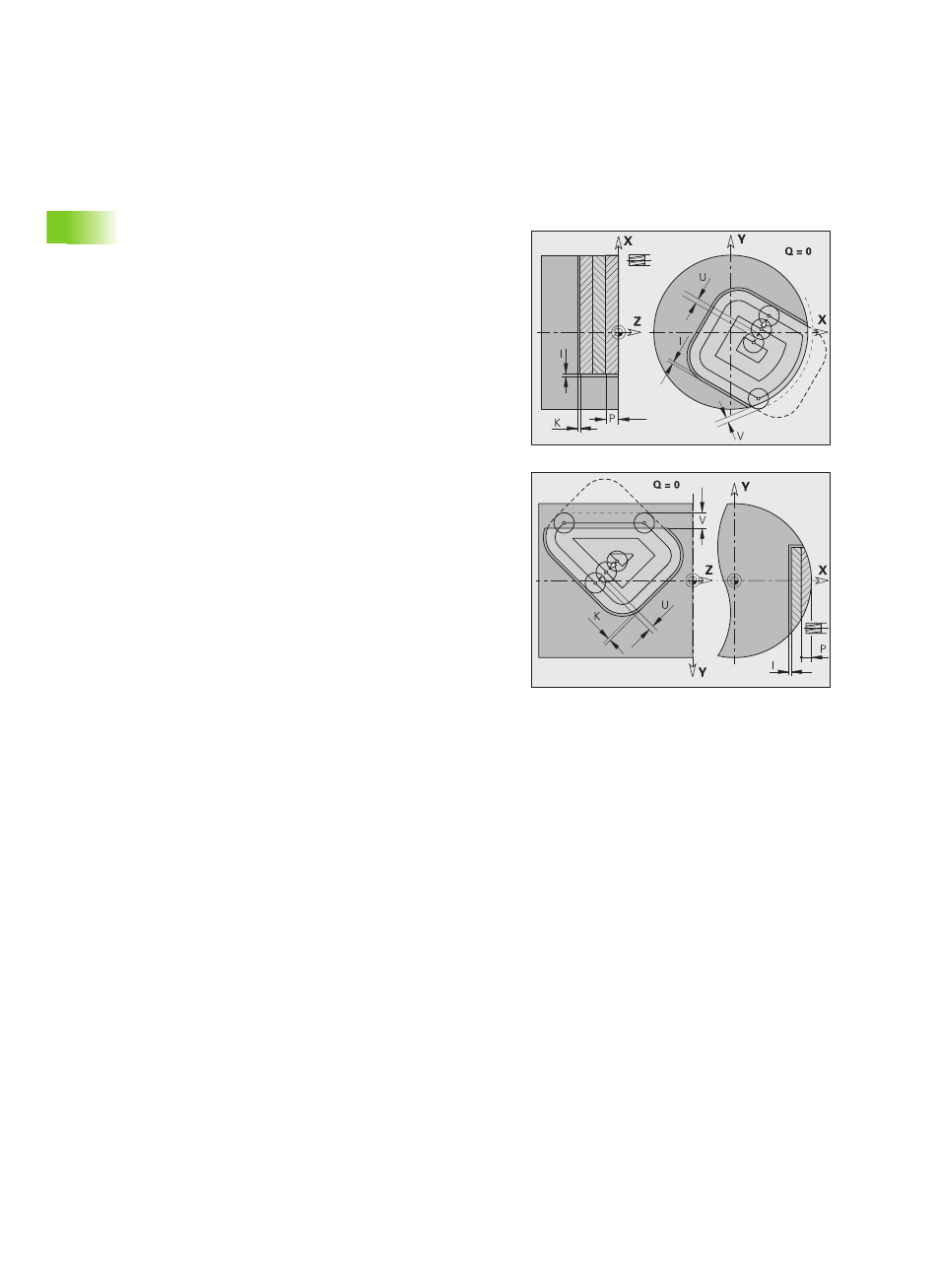
G845 (osa Y) – frézování
Směr frézování ovlivníte „Způsobem frézování H“, „Směrem obrábění
Q“ a směrem otáčení frézy (viz tabulku G845 v Příručce uživatele).
Naprogramujte pouze parametry uvedené v následující tabulce.
Viz také:
G845 – Základy: Strana 56
G845 – Zjištění pozic předvrtání: Strana 57
Parametry – frézování
NS
Číslo bloku – reference k popisu obrysu
P
(Maximální) hloubka frézování (přísuv v rovině obrábění)
I
Přídavek ve směru X
K
Přídavek ve směru Z
U
(Minimální) koeficient překrytí (standardně: 0,5)
Překrývání = U*průměr frézy
V
Koeficient překrývání. Definuje hodnotu, o kterou má fréza
přečnívat přes vnější rádius (standardně: 0,5):
0: definovaný obrys se ofrézuje kompletně
0 < V <= 1: Přeběh = V * průměr frézy
H
Způsob frézování (standardně: 0)
H = 0: nesousledně
H = 1: sousledně
F
Posuv přísuvu do hloubky (standardně: aktivní posuv).
Od verze softwaru 625 952-05: F se používá při kývavém
nebo šroubovitém zanořování jako obráběcí posuv.
E
Redukovaný posuv pro kruhové prvky (standardně: aktuální
posuv)
J
Rovina návratu (standardně: zpět do výchozí pozice)
Rovina XY: poloha návratu ve směru Z
Rovina YZ: poloha návratu ve směru X (průměr)
Q
Směr obrábění (standardně: 0)
Q = 0: směrem ven
Q = 1: směrem dovnitř
A
Průběh „Frézování“: A=0 (standardně = 0)
NF
Poziční značka – reference, z níž cyklus přečte pozice
předvrtání [1..127].
O
Způsob zanořování (standardně: 0)
Kolmé zanoření O=0: Cyklus jede do výchozího bodu, zanoří
posuvem při přísuvu a pak frézuje kapsu.