Frézování kapes načisto g846 (osa y), 1 1 din plus (osa y): frézovací cykly – HEIDENHAIN CNC Pilot 4290 V7.1 Description of B and Y axes Uživatelská příručka
Stránka 61
HEIDENHAIN CNC PILOT 4290
61
1.1
1 DIN PLUS (osa Y): Frézovací cykly
Frézování kapes načisto G846 (osa Y)
G846 obrobí načisto uzavřené obrysy částí (úseků) programu
definované v rovině XY nebo YZ:
ČELO_Y (STIRN_Y)
ZADNÍ STRANA_Y (RUECKSEITE_Y)
PLÁŠŤ_Y (MANTEL_Y)
Směr frézování ovlivníte „Způsobem frézování H“, „Směrem obrábění
Q“ a směrem otáčení frézy.
Provádění cyklu
1 Výchozí poloha (X, Y, Z, C) je poloha před cyklem
2 Vypočte rozdělení řezů (přísuv rovin frézování, přísuv hloubek
frézování); vypočte zanořovací dráhy u kývavého nebo
šroubovicového zanořování.
3 Najede na bezpečnou vzdálenost a provede přísuv do první
hloubky frézování.
4 Vyfrézuje jednu rovinu.
5 Odsune se na bezpečnou vzdálenost, najede a provede přísuv do
další hloubky frézování.
6 Opakuje 4...5, až je celá plocha ofrézována.
7 Odjede zpět podle „Roviny návratu J“
Parametry – frézování
NS
Číslo bloku – reference k popisu obrysu
P
(Maximální) hloubka frézování (přísuv v rovině obrábění)
R
Rádius oblouku najíždění/odjíždění (standardně: 0)
R = 0: prvek obrysu se najede přímo. Přísuv se provede do
bodu najetí nad rovinou frézování, pak proběhne kolmý
přísuv do hloubky.
R>0: fréza najíždí/odjíždí obloukem, který se napojuje na
obrysový prvek tangenciálně.
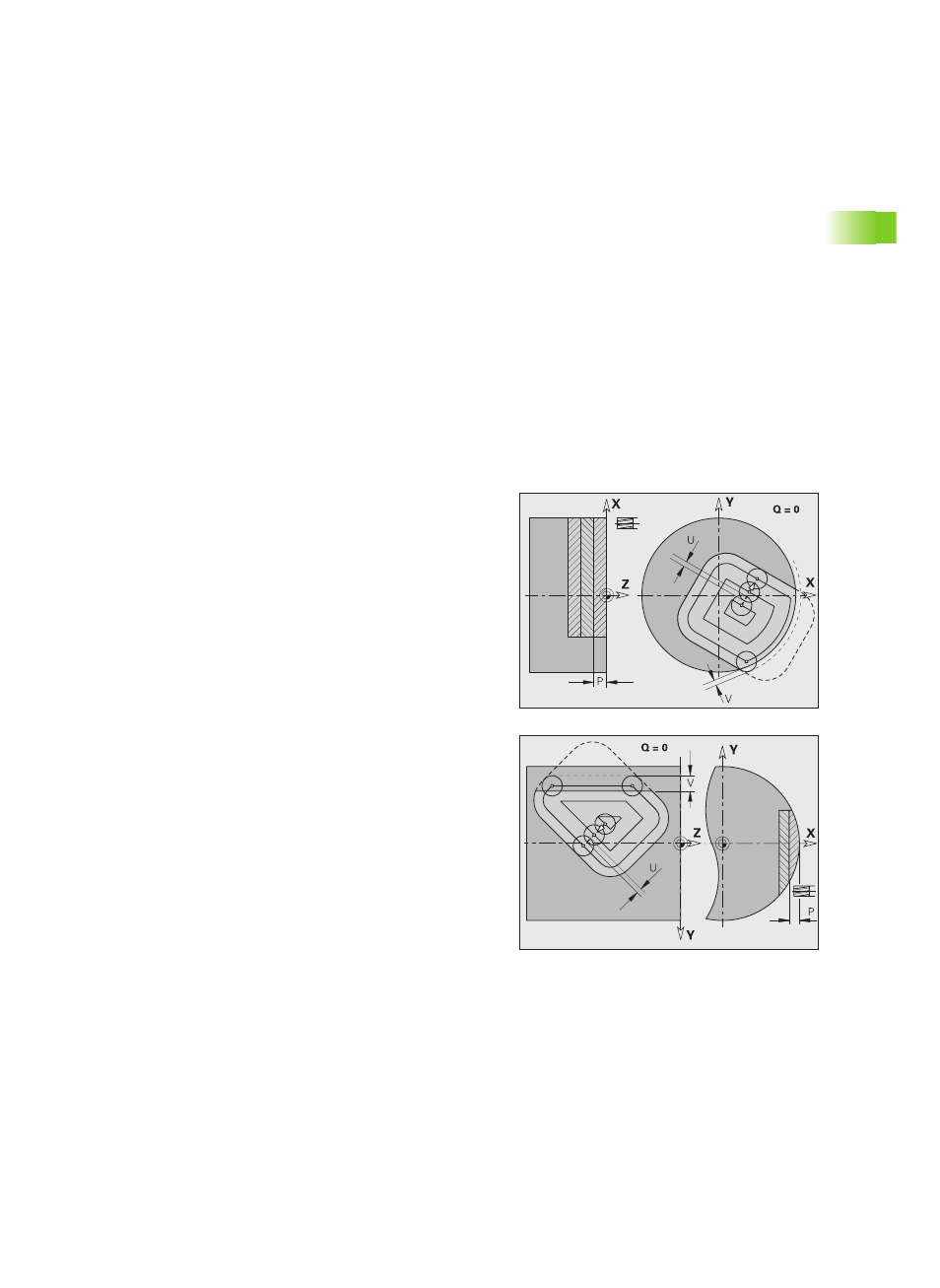
U
(Minimální) Koeficient překrytí. Určuje překrývání jednotlivých
drah frézování (standardně: 0,5).
Překrývání = U*průměr frézy
V
Koeficient přeběhu, pokud obrys frézování přesahuje obrys
soustružení:
0: definovaný obrys se ofrézuje kompletně
0 < V <= 1: Přeběh = V * průměr frézy
H
Způsob frézování (standardně: 0)
H = 0: nesousledně
H = 1: sousledně
F
Posuv přísuvu do hloubky (standardně: aktivní posuv).