Frézování závitu v rovině xy g800, 1 1 din plus (osa y): frézovací cykly – HEIDENHAIN CNC Pilot 4290 V7.1 Description of B and Y axes Uživatelská příručka
Stránka 65
HEIDENHAIN CNC PILOT 4290
65
1.1
1 DIN PLUS (osa Y): Frézovací cykly
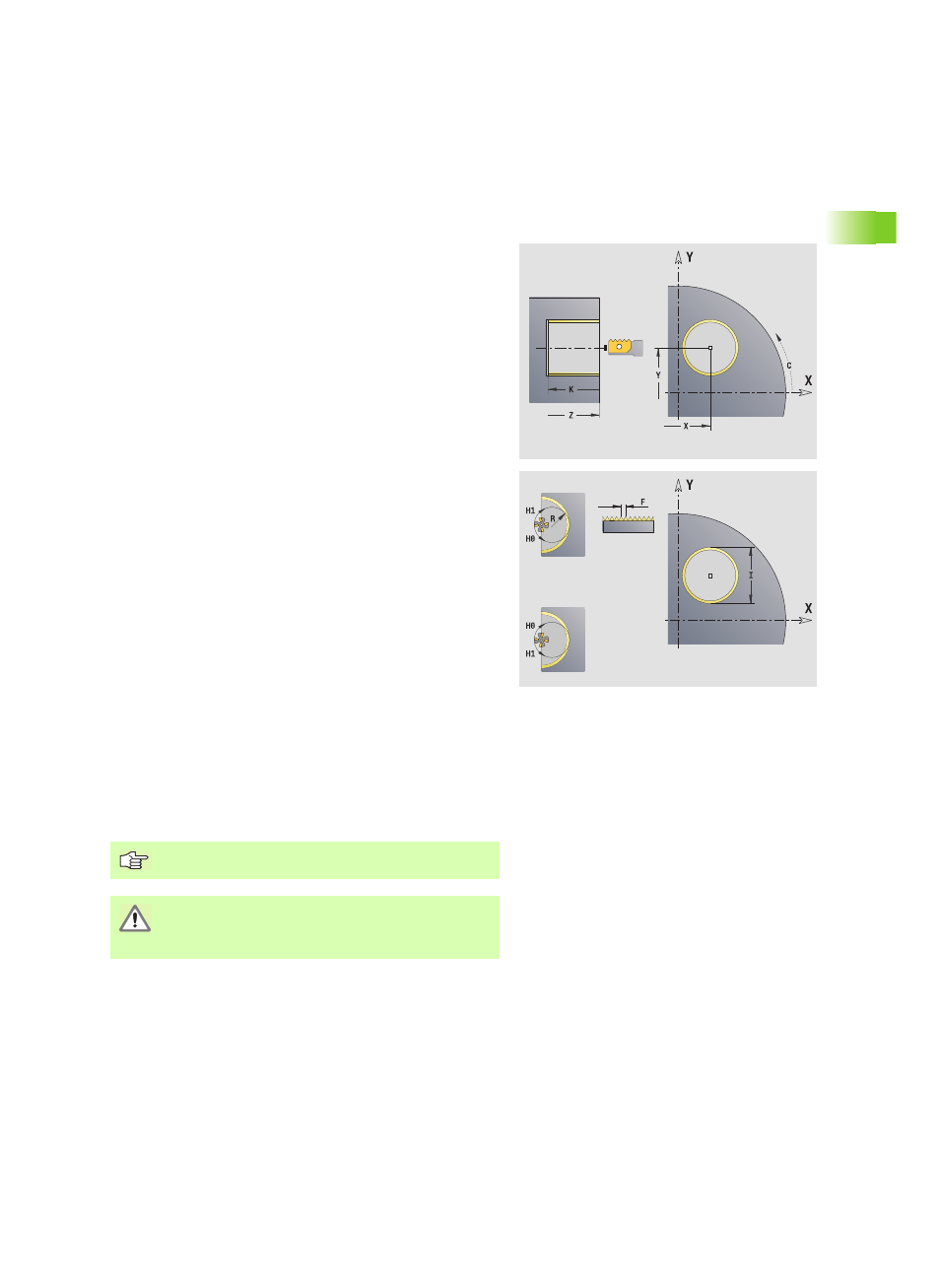
Frézování závitu v rovině XY G800
Od verze softwaru 625 952-05: G800 vyfrézuje závit do existující díry.
Cyklus napolohuje nástroj v díře na „Koncový bod závitu“. Nástroj poté
najede „Najížděcím rádiusem R“ a frézuje závit. Přitom nástroj
přisouvá po každé otáčce o stoupání „F“. Potom cyklus vyjede
nástrojem ze záběru a vytáhne ho zpět do bodu startu. V parametru V
naprogramujte zda se bude závit frézovat během jedné otáčky, nebo
u jednobřitových nástrojů při více otáčkách.
Parametry
X
Bod startu
Y
Bod startu
C
Bod startu
Z
Horní hrana frézování
I
Průměr závitu
K
Hloubka závitu
R
Najížděcí rádius
F
Stoupání závitu
J
Směr závitu (standardně: 0)
0: pravý závit
1: levý závit
H
Způsob frézování (standardně: 0)
0: nesousledně
1: sousledně
V
Jedinkrát / Vícekrát
0: závit se vyfrézuje během jediné otáčky 360°
1: závit se vyfrézuje během několika otáček (jednobřitový
nástroj)
O
Brzda vřetena (O se vyhodnotí, když je ve strojním parametru
1019, .. brzda zanesená) – standardně: 0
0: Aktivovat brzdu vřetena
1: Dezaktivovat brzdu vřetena
Pro cyklus G800 použijte závitové frézovací nástroje.
Pozor – nebezpečí kolize
Hloubka vrtání musí být nejméně o F/2 hlubší než je
hloubka závitu.