8 din plus (osa y): polohovací příkazy, Rychloposuv g0, Najetí do bodu výměny nástroje g14 – HEIDENHAIN CNC Pilot 4290 V7.1 Description of B and Y axes Uživatelská příručka
Stránka 42: Rychloposuv g0 najetí do bodu výměny nástroje g14
42
1.8 DIN PLUS (osa Y): Polohovací p
říkazy
1.8 DIN PLUS (osa Y): Polohovací
příkazy
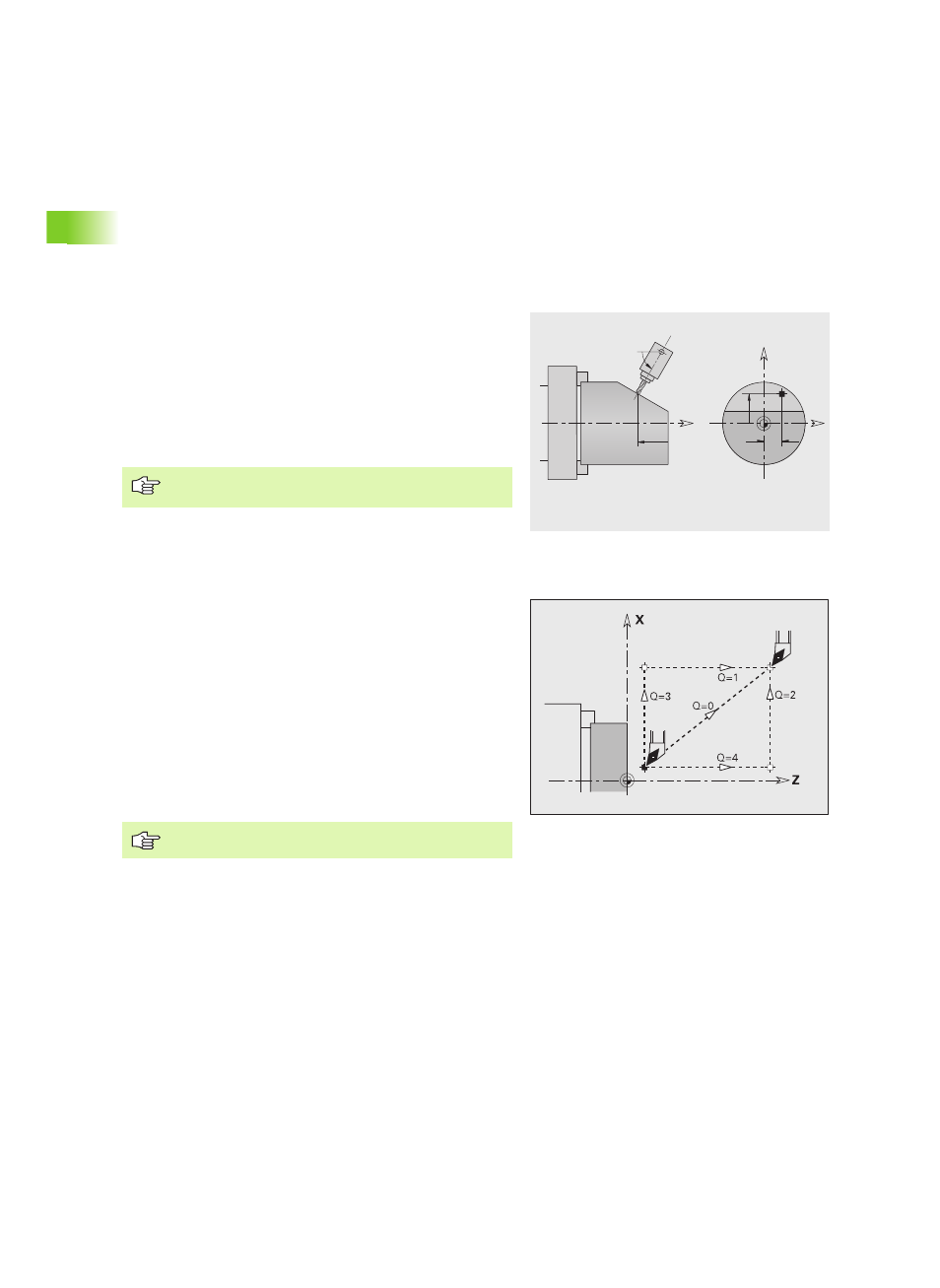
Rychloposuv G0
G0 jede rychloposuvem nejkratší cestou do „cílového bodu X, Y, Z“ a
naklopí osu B.
Najetí do bodu výměny nástroje G14
G14 jede do polohy výměny nástroje rychloposuvem. Souřadnice
bodu výměny definujete v provozním režimu seřizování.
X
Z
Y
Z
Y
X
B
Parametry
X
Průměr – cílový bod
Z
Délka – cílový bod
Y
Délka – cílový bod
B
Úhel osy B
Programování X, Y, Z, B: absolutní, přírůstkové nebo
samodržné
Parametry
Q
Pořadí (standardně: 0)
0: osy X a Z pojíždějí současně (diagonálně)
1: nejprve směr X, pak směr Z
2: nejprve směr Z, pak X
3: pouze směr X; Z zůstává nezměněno
4: pouze směr Z; X zůstává nezměněno
5: pouze směr Y
6: osy X, Y a Z pojíždějí současně (diagonálně)
Při Q=0...4 se v ose Y nepojíždí.