9 din plus: nástroje v zásobníku, Záměna nástroje ze zásobníku g714 – HEIDENHAIN CNC Pilot 4290 V7.1 Description of B and Y axes Uživatelská příručka
Stránka 44
44
1.9 DIN PLUS: Nástroje v zásobníku
1.9 DIN PLUS: Nástroje v
zásobníku
Záměna nástroje ze zásobníku G714
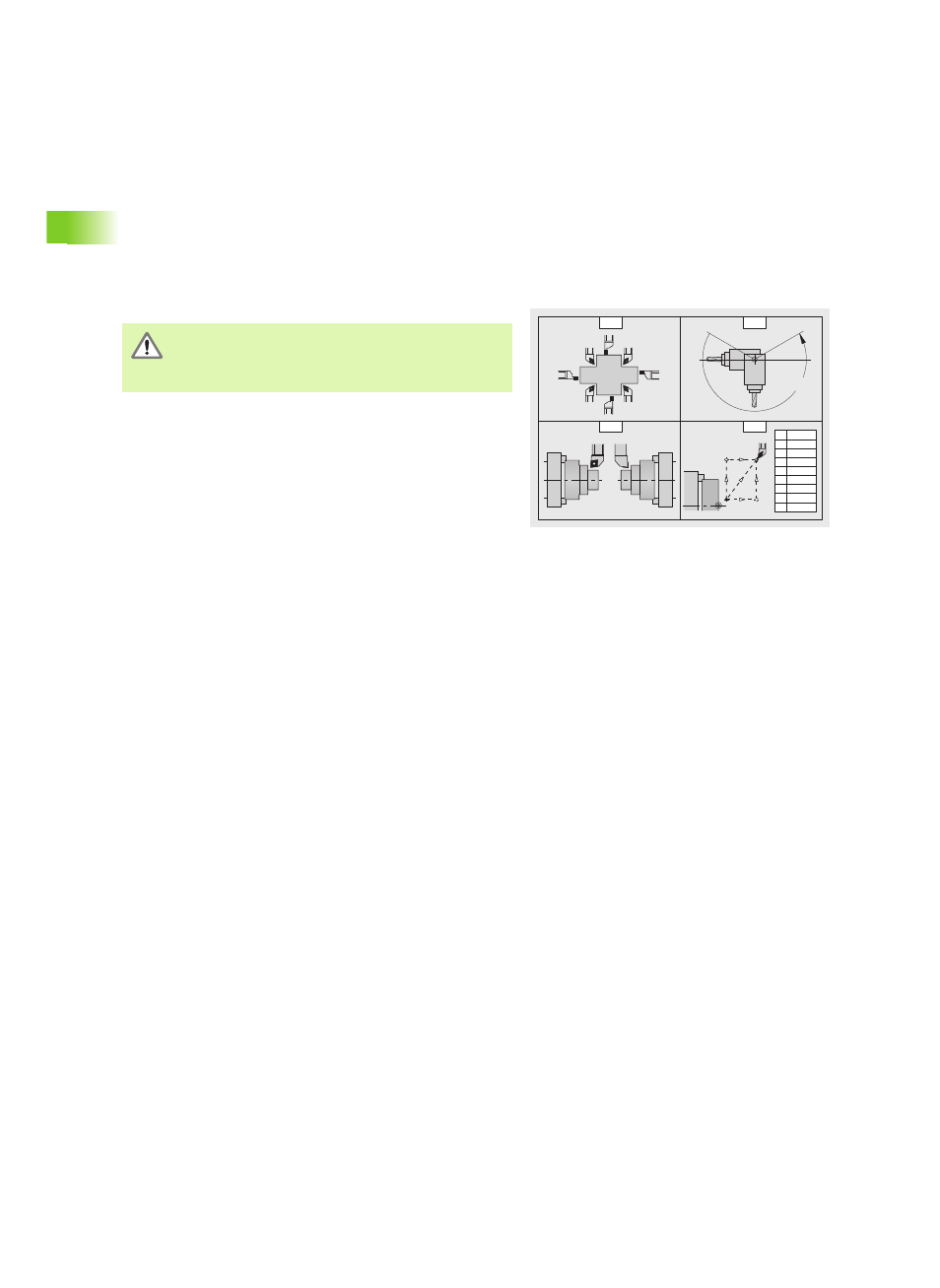
G714 obsahuje tyto funkce:
Najetí do bodu výměny nástroje
Vrácení aktivního nástroje do zásobníku
Vyzvednutí naprogramovaného nástroje ze zásobníku
Naklopení osy B do naprogramovaného úhlu
Natočení nástroje do „Úhlu polohy“ („normálně“ nebo „hlavou dolů“)
Výpočet dat nástroje podle „Orientace O“, pozice osy B a úhlu
polohy.
Pokud jsou naprogramované, tak aktivovat (aditivní) „Korekci D“
Nastavit čelisťovou brzdu podle naprogramování
C=0°
C=180°
0°
B
O=
1
3
7
5
2
4
6
8
C
B
O
V
V X+Z+Y
V0 X + Z
V1 X, Z
V2 Z, X
V3 X
V4 Z
V5 Y
V6 X+Z+Y
V9
Výrobce stroje přizpůsobuje cyklus G714 danému stroji.
Následující parametry a popis průběhu se může odlišovat
od funkce vašeho stroje. Informujte se v příručce k vašemu
stroji.
Parametry
ID
Identifikační číslo nástroje v zásobníku
Po stisku softklávesy „Dále“ ukáže řídicí systém seznam
KOTOUČOVÝ ZÁSOBNÍK. Zvolte požadovaný nástroj a
převezměte ho.
O
Orientování soustružnických nástrojů. Poloha břitu nástroje
(viz obrázek).
Polohy nástroje 1, 3, 5, 7: pro hrubovací, dokončovací
nástroje a nástroje s kruhovým břitem (neutrální nástroje se
rozpoznávají podle úhlu nastavení)
Polohy nástroje 2, 4, 6, 8: pro zapichovací a závitořezné
nástroje (zda je nástroj „pravý“ nebo „levý“ je definováno v
datech nástrojů)
B
Úhel osy B. Úhel na který se osa B naklopí.
C
Offset polohového úhlu u soustružnických nástrojů
0°: pozice nástroje je „normální“
180°: pozice nástroje je „hlavou dolů“
D
Aditivní korekce (1.. 16). Aktivuje aditivní korekci. Aditivní
korekce se vypne při příští výměně nástroje (viz G149).
H
Čelisťová brzda
0: brzda se zablokuje v závislosti na parametrech nástroje
(„bez pohonu“ se zabrzdí; „s pohonem“ se nebude brzdit)
1: brzda se zabrzdí
2: brzda se nezabrzdí