3 g funkce v části obrábění, 1 roviny obrábění, 2 polohování – HEIDENHAIN CNC Pilot 4290 Description of the Y axis Uživatelská příručka
Stránka 23: 1 volba r oviny obráběn
HEIDENHAIN CNC PILOT 4290
23
2.3.2 Polohován
Rychloposuv G0
Nástroj jede do ”c lového bodu X, Y, Z” rychloposuvem nejkratš
cestou.
Parametry
X, Y, Z: c lový bod (X rozměr průměru)
2.3 G funkce v části OBRÁBĚNÍ
Než naprogramujete osu Y pro frézován lineárn mi nebo kruhovými
pohyby př p. obráběc mi cykly, mus te definovat rovinu obráběn .
Bez naprogramované roviny obráběn vycház CNC PILOT z
obráběn soustružen m př p. frézován m v ose C (G18 rovina XZ).
Vrtán
Vrtán v ose Y prob há podobně jako obráběn v ose C (viz Př ručku
pro uživatele ”4.8.11 Vrtac cykly”).
2.3.1 Volba r
oviny obráběn
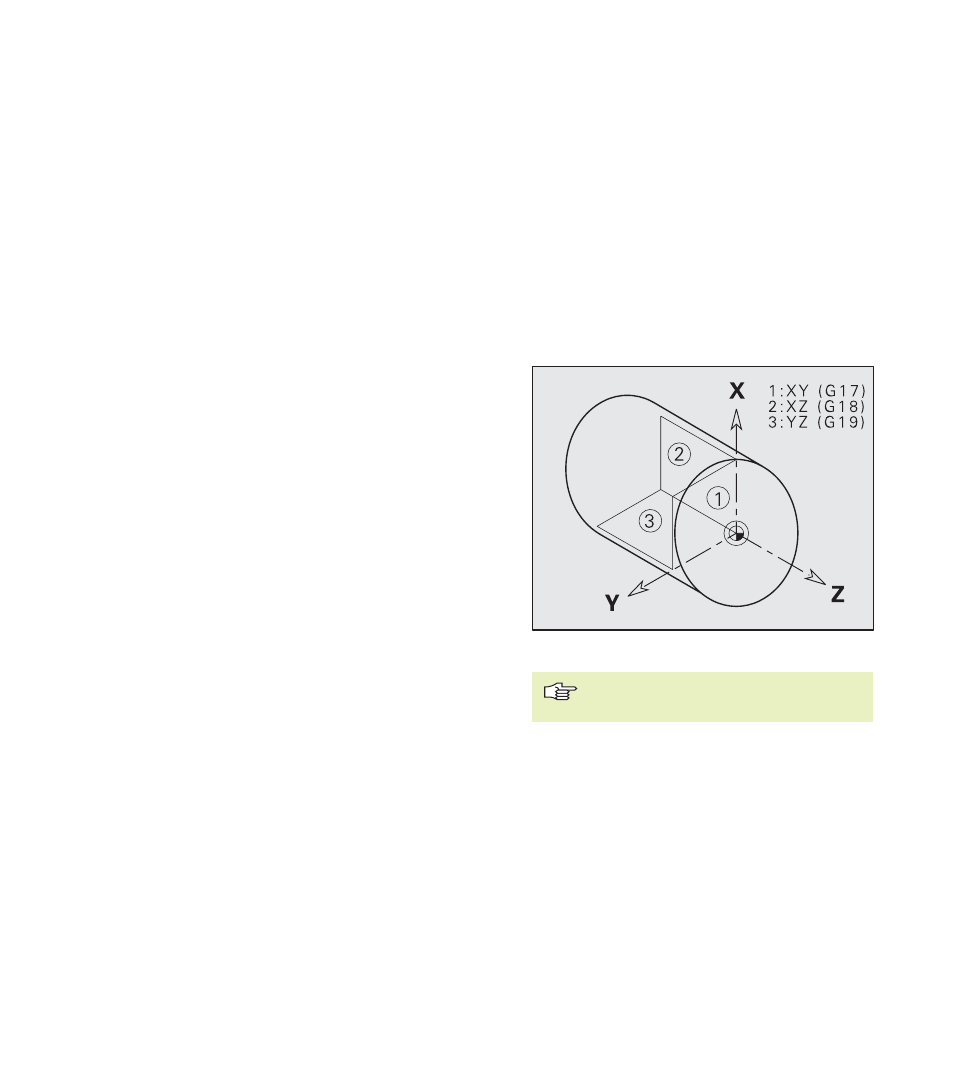
2.3.1 Roviny obráběn
G17 Rovina XY (čelo nebo zadn strana)
U frézovac ch cyklů prob há obráběn v rovině XY a př suv u
frézovac ch a vrtac ch cyklů prob há ve směru Z.
G18 Rovina XZ (soustružen )
V rovině XZ se provád ”normáln soustružen ” a vrtán a frézován
osou C.
G19 Rovina YZ (pohled shora/pláš )
U frézovac ch cyklů prob há obráběn v rovině YZ a př suv u
frézovac ch a vrtac ch cyklů prob há ve směru X.
Programován X, Y, Z: absolutně,
inkrementálně nebo samodržně
Frézován
Pro obráběn v osách C a Y se použ vaj frézovac
cykly G840, G845 a G846 (viz Př ručku pro
uživatele ”4.8.15 Frézovac cykly”).
Pro obráběn v ose Y jsou nav c ještě k dispozici
frézovac cykly G841, G842, G843, G844. V dalš m
se popisuj tyto cykly a G845/G846.