2 polohován – HEIDENHAIN CNC Pilot 4290 Description of the Y axis Uživatelská příručka
Stránka 24
Advertising
Osa Y
24
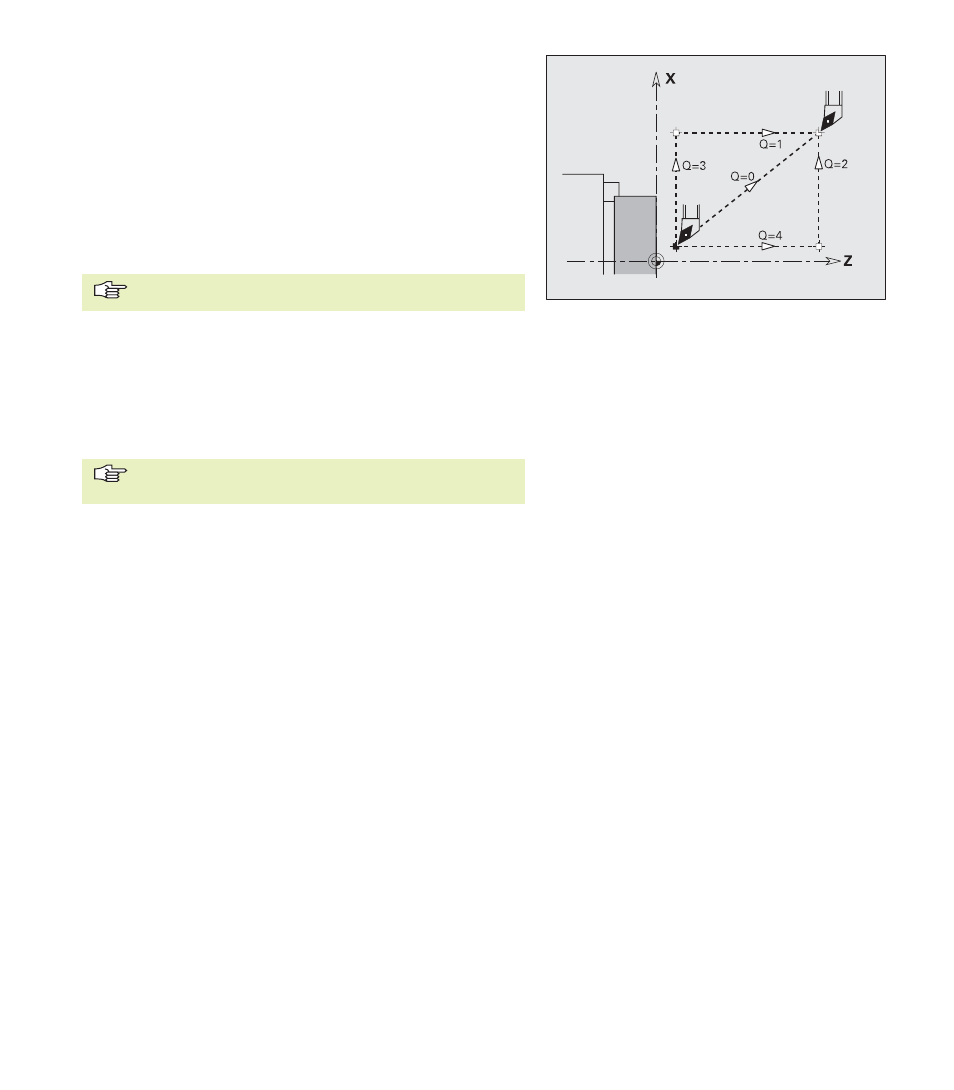
Najet do bodu výměny nástroje G14
Suport jede do polohy výměny rychloposuvem. Souřadnice bodu
výměny definujete v provozn m režimu SEŘÍZENÍ.
Parametry
Q:
Pořad standardně: 0
0: osa X a Z poj žděj současně (diagonálně)
1: nejdř ve směr X, pak směr Z
2: nejdř ve směr Z, pak směr X
3: pouze směr X
4: pouze směr Z
5: pouze směr Y
6: v osách X, Y, a Z se poj žd současně (diagonálně)
Při Q=0...4 se v ose Y nepoj žd .
Rychloposuv v souřadnic ch stroje G701
Suport jede do c lového bodu rychloposuvem nejkratš cestou.
Parametry
X, Y, Z: koncový bod (X rozměr průměru)
”X, Y, Z” se vztahuj k nulovému bodu stroje a vztažnému
bodu suportu.
2.3.2 Polohován
Advertising