3 jednoduché lineární a kruhové pohyby, 3 jednoduché lineárn a kruhové pohyby – HEIDENHAIN CNC Pilot 4290 Description of the Y axis Uživatelská příručka
Stránka 25
HEIDENHAIN CNC PILOT 4290
25
2.3.3 Jednoduché lineárn a kruhové pohyby
Lineárn pohyb G1 frézován
Nástroj se pohybuje lineárně daným posuvem do ”koncového
bodu”.
”Zkosen /zaoblen B” definuje přechod do dalš ho obrysového
prvku. Zadáváte li zkosen /zaoblen , programujte teoretický
koncový bod obrysového prvku.
”Volba průseč ku Q” určuje koncový bod, jestliže př mka prot ná
kruhový oblouk a koncový bod nen definován.
Pro zkosen /zaoblen plat zvláštn posuv.
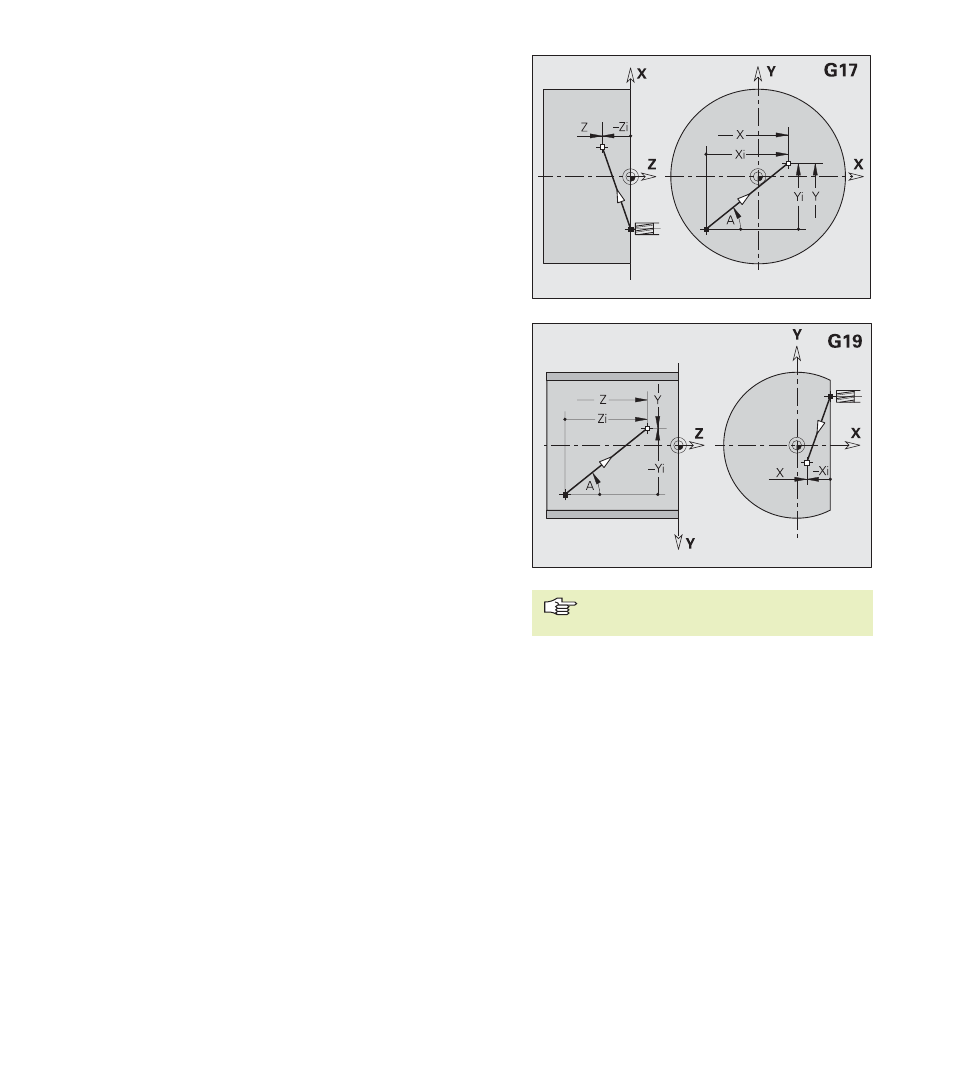
G1 se provád v závislosti na rovině obráběn :
G17
■
interpolace v rovině XY
■
př suv ve směru Z
■
úhel A vztah: kladná osa X
G18
■
interpolace v rovině XZ
■
př suv ve směru Y
■
úhel A vztah: záporná osa Z
G19
■
interpolace v rovině YZ
■
př suv ve směru X
■
úhel A vztah: kladná osa Z
Parametry
X, Y, Z: koncový bod (X rozměr průměru)
A:
úhel (vztah: závislý na rovině obráběn )
Q:
volba průseč ku standardně: Q=0
■
Q=0: bližš průseč k
■
Q=1: vzdálený průseč k
B:
zkosen /zaoblen
■
B žádné zadán : tangenciáln přechod
■
B=0: netangenciáln přechod
■
B>0: radius zaoblen
■
B<0: š řka zkosen
E:
faktor speciáln ho posuvu (0 < E
1) standardně: 1
(speciáln posuv = aktivn posuv * E)
2.3.3 Jednoduché lineárn a kruhové pohyby
Programován X, Y, Z: absolutně,
inkrementálně, samodržně nebo ”?”