4 frézovací cykly, 4 frézovac cykly – HEIDENHAIN CNC Pilot 4290 Description of the Y axis Uživatelská příručka
Stránka 27
HEIDENHAIN CNC PILOT 4290
27
2.3.4 Frézovac cykly
2.3.4 Frézovac cykly
Frézován obrysů G840
G840 frézuje, dokončuje načisto, ryje nebo odhrotovává tvary
(obrazce) nebo ”volné obrysy” (otevřené nebo uzavřené obrysy)
jednotlivých část programu:
■
ČELO_Y
(s osou Y)
■
ZADNÍ STRANA_Y
(s osou Y)
■
PLÁŠŤ_Y
(s osou Y)
Obráběn v ose Y prob há obdobně jako obráběn v ose C (viz
Př ručku pro uživatele ”4.8.15 Frézovac cykly”).
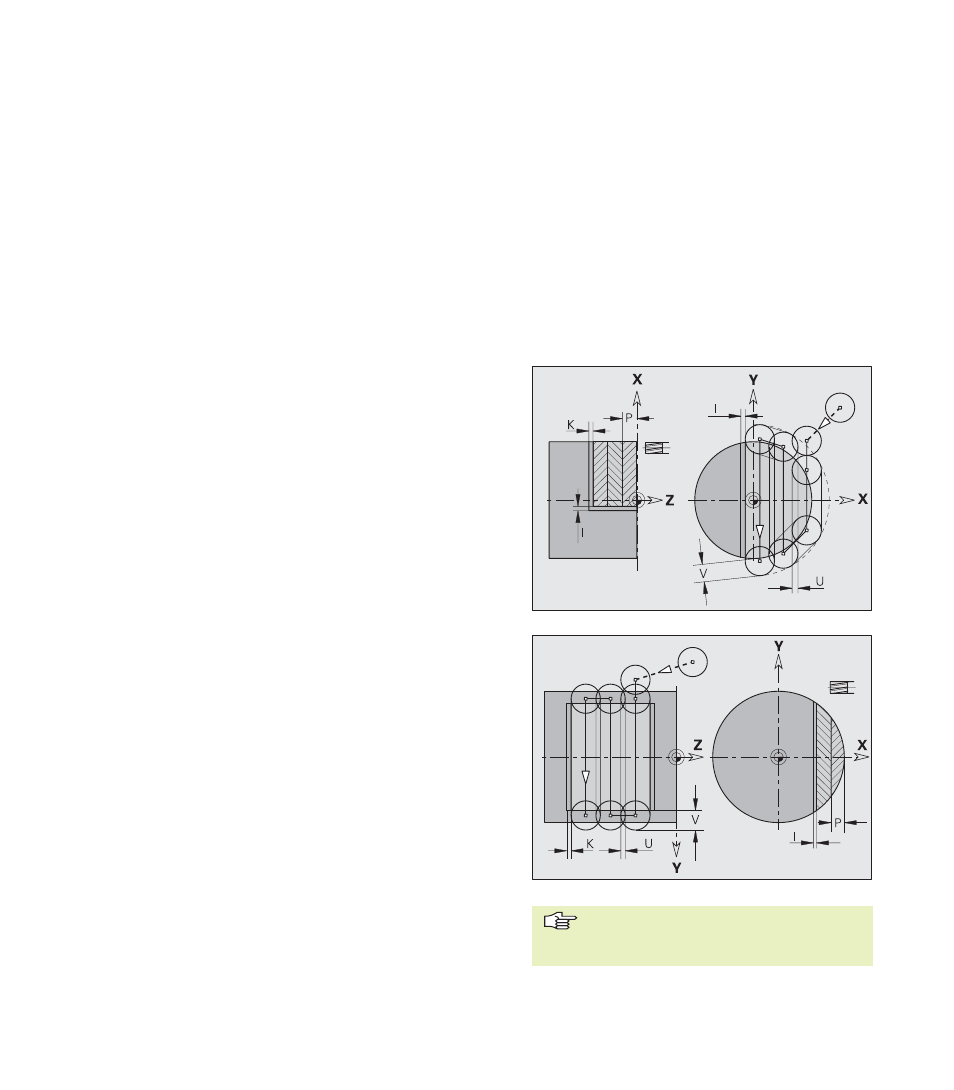
Frézován ploch hrubován G841
G841 hrubuje plochy definované funkcemi G376 Geo (rovina XY)
nebo G386 Geo (rovina YZ). Tento cyklus frézuje zvenč dovnitř.
”U” určuje překrýván jednotlivých drah frézován . ”V” definuje
hodnotu, o kterou mus fréza přečn vat přes vnějš radius (vztah:
průměr frézy).
Př suv frézy prob há mimo materiál.
Proveden cyklu
1 poloha startu (X, Y, Z, C) je poloha před cyklem
2 vypočte rozdělen řezů (př suvy rovin frézován , př suvy hloubek
frézován )
3 najede na bezpečnostn vzdálenost a provede př suv pro prvn
hloubku frézován
4 vyfrézuje jednu rovinu
5 odsune na bezpečnostn vzdálenost, najede a provede př suv
pro dalš hloubku frézován
6 opakuje 4...5, až je celá plocha ofrézována
7 odjede zpět podle ”roviny návratu J”
Parametry
NS:
č slo bloku reference na popis obrysu
P:
(maximáln ) hloubka frézován (př suv v rovině obráběn )
I, K:
př davek ve směru X, Z
U:
(minimáln ) faktor překrýván (překryt = U*průměr frézy)
standardně: 0,5
V:
faktor přeběhu (přeběh = V*průměr frézy) standardně: 0,5
F:
posuv př suvu (do hloubky) standardně: aktivn posuv
J:
rovina návratu bez zadán : nástroj odjede zpět do výchoz
polohy
■
rovina XY: poloha návratu ve směru Z
■
rovina YZ: poloha návratu ve směru X (rozměr průměru)
Př davky se berou v úvahu (G57:
směr X, Z; G58: ekvidistantn př davek v
rovině frézován ).