2 osa y v din plus, 2 osa y v din plus 2 osa y v din plus – HEIDENHAIN CNC Pilot 4290 Description of the Y axis Uživatelská příručka
Stránka 4
Osa Y
4
2 Osa Y v DIN PLUS
2
Osa Y v DIN PLUS
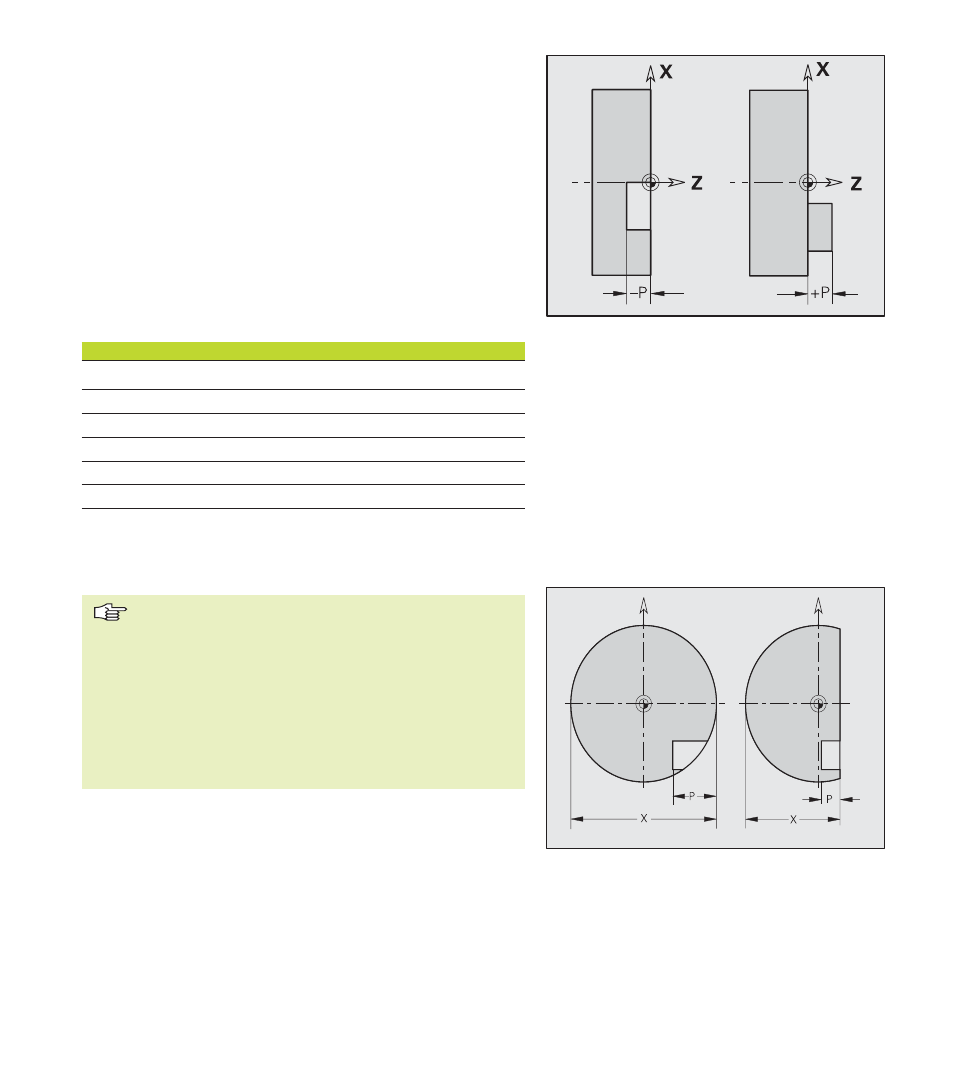
Hloubka frézován , poloha obrysu
”Referenčn rovinu” resp. ”referenčn průměr” definujete v
identifikátoru úseku programu. Hloubku a polohu frézovaného
obrysu (kapsy, ostrůvku) urč te v definici obrysu:
■
”hloubkou P” v předem naprogramovaném G308
■
alternativně u Tvarů (obrazců): parametrem cyklu ”hloubka P”
Znaménko ”hloubky P” určuje polohu frézovaného obrysu:
■
P<0: kapsa
■
P>0: ostrůvek
Tabulka vysvětluje souvislost mezi identifikátorem úseku programu
a znaménkem ”hloubky P” při dané poloze frézovaného obrysu.
Frézovac cykly postupuj od ”povrchu” ke ”dnu frézován ”.
Úsek
P
Povrch
Dno
ČELO_Y
P<0
Z
Z+P
ČELO_Y
P>0
Z+P
Z
ZADNÍ STRANA_Y
P<0
Z
Z P
ZADNÍ STRANA_Y
P>0
Z P
Z
PLÁŠŤ_Y
P<0
X
X+(P*2)
PLÁŠŤ_Y
P>0
X+(P*2)
X
X:
referenčn průměr z identifikátoru úseku programu
Z:
referenčn rovina z identifikátoru úseku programu
P:
”hloubka” z G308 nebo z parametru cyklu
Pozor u hodnoty ”P”: přičten záporného č sla
zmenšuje výsledek odečten záporného č sla výsledek
zvětšuje.
Ostrůvky: Cykly frézován ploch odfrézuj celou plochu
popsanou v definici obrysu. Na ostrůvky definované
uvnitř těchto ploch se nebere zřetel.
Rovina YZ (PLÁŠŤ_Y):
■
”Hloubka P” se vztahuje k ”referenčn mu průměru”.
■
Frézuje li se obrys na předem obrobené ploše, plat
jako ”referenčn průměr” tato plocha.