4 frézovac cykly – HEIDENHAIN CNC Pilot 4290 Description of the Y axis Uživatelská příručka
Stránka 32
Osa Y
32
2.3.4 Frézovac cykly
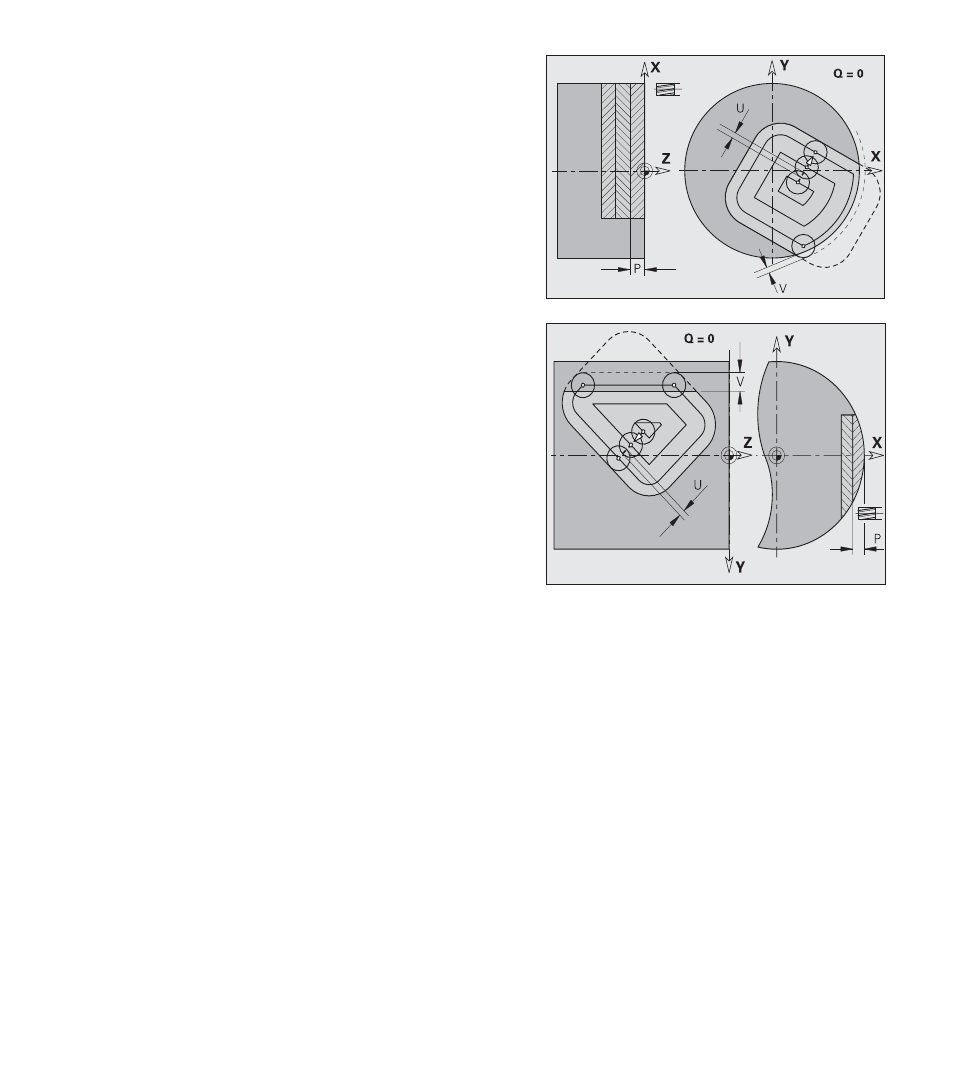
Frézován kapes načisto G846
G846 obráb načisto uzavřené obrysy a tvary (obrazce) definované
v rovině XY nebo YZ těchto úseků programu:
■
ČELO_Y
■
ZADNÍ STRANA_Y
■
PLÁŠŤ_Y
Obráběn v ose C: viz Př ručku pro uživatele ”4.8.15 Frézovac
cykly”
”U” určuje překrýván jednotlivých drah frézován . ”V” definuje
hodnotu, o kterou mus fréza přečn vat přes vnějš radius (vztah:
průměr frézy).
Směr frézován ovlivn te ”způsobem frézován H”, ”směrem
obráběn Q” a směrem otáčen frézy (viz Př ručku pro uživatele
”4.8.15 Frézovac cykly”).
Proveden cyklu
1 poloha startu (X, Y, Z, C) je poloha před cyklem
2 vypočte rozdělen řezů (př suvy rovin frézován , př suvy hloubek
frézován )
3 najede na bezpečnostn vzdálenost a provede př suv pro prvn
hloubku frézován
4 vyfrézuje jednu rovinu
5 odsune na bezpečnostn vzdálenost, najede a provede př suv
pro dalš hloubku frézován
6 opakuje 4...5, až je celá plocha ofrézována
7 odjede zpět podle ”roviny návratu J”
Parametry
NS:
č slo bloku reference na popis obrysu
P:
(maximáln ) hloubka frézován (př suv v rovině obráběn )
R:
radius oblouku najet /vyjet standardně: 0
■
R=0: na prvek obrysu se naj žd př mo; př suv se provede
na bodu najet nad rovinou frézován pak se provede
svisle př suv do hloubky
■
R>0: fréza naj žd /vyj žd obloukem, který se
tangenciálně napojuje na obrysový prvek.
U:
(minimáln ) faktor překrýván (překryt = U*průměr frézy)
standardně: 0,5
V:
faktor přeběhu (jestliže frézovaný obrys přesahuje
soustružený obrys)
■
0: definovaný obrys se kompletně ofrézuje
■
0 < V
1: přeběh = V*průměr frézy
H :
způsob frézován standardně: 0
■
H=0: nesousledně
■
H=1: sousledně
F:
posuv př suvu (do hloubky) standardně: aktivn posuv
E:
sn žený posuv na kruhových částech
obrysu bez zadán : aktuáln posuv
J:
rovina návratu bez zadán : nástroj odjede
zpět do výchoz polohy
■
rovina XY: poloha návratu ve směru Z
■
rovina YZ: poloha návratu ve směru X
(rozměr průměru)
Q:
směr obráběn standardně: 0
■
Q=0: směrem ven
■
Q=1: směrem dovnitř