3 jednoduché lineárn a kruhové pohyby – HEIDENHAIN CNC Pilot 4290 Description of the Y axis Uživatelská příručka
Stránka 26
Osa Y
26
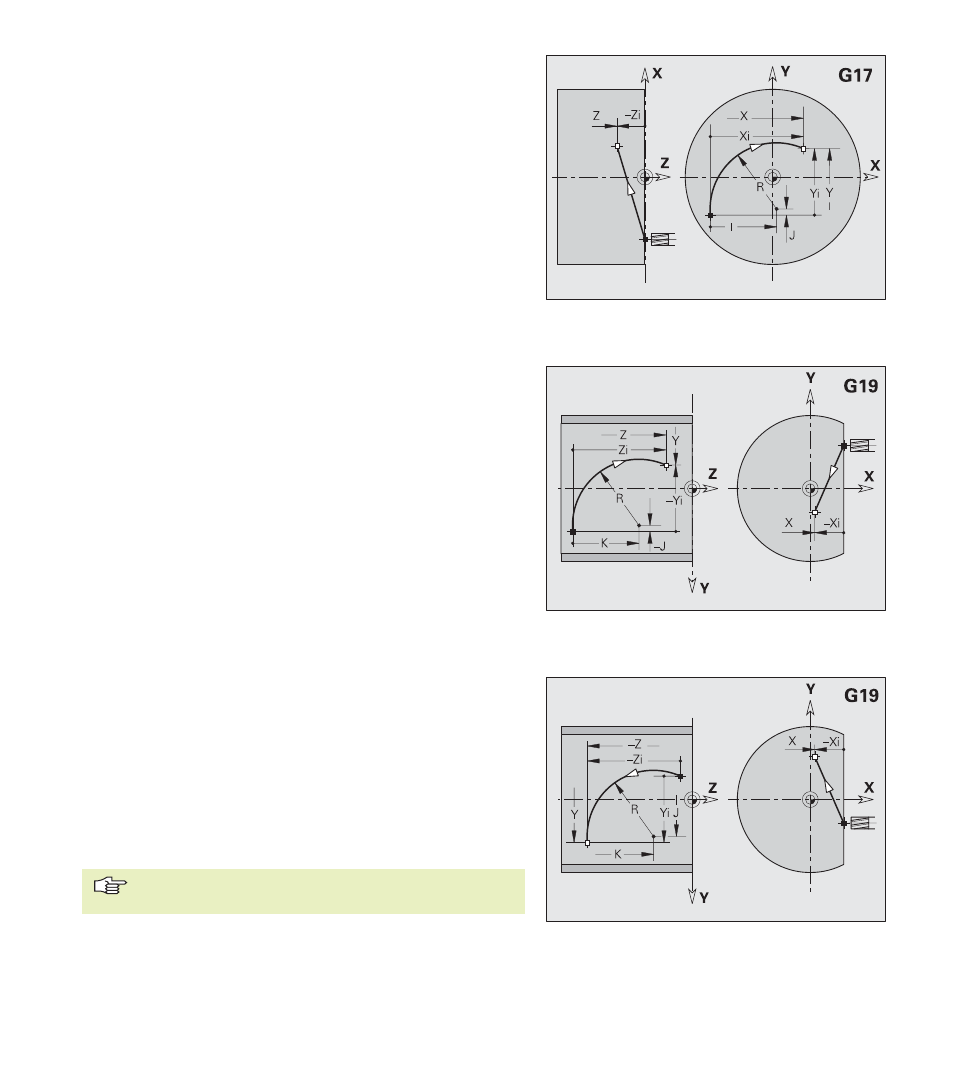
Kruhový pohyb frézován
G2, G3 inkrementáln , G12, G13 absolutn kótován středu
Nástroj se pohybuje daným posuvem po kruhové dráze do
”koncového bodu”. Smysl rotace pro G2, G3 resp. G12, G13 je
zřejmý z obrázku.
”Zkosen /zaoblen B” definuje přechod do dalš ho obrysového
prvku. Zadáváte li zkosen /zaoblen , programujte teoretický
koncový bod obrysového prvku.
”Volba průseč ku Q” určuje koncový bod, jestliže kruhový oblouk
prot ná př mku nebo kruhový oblouk a koncový bod nen definován.
Nen li naprogramován střed kruhu, vypočte CNC PILOT takový
střed, z něhož vyplyne nejkratš kruhový oblouk.
Pro zkosen /zaoblen plat zvláštn posuv.
G2/G3 resp. G12/G13 se prováděj v závislosti na rovině
obráběn :
G17
■
interpolace v rovině XY
■
př suv ve směru Z
■
definice středu: pomoc I, J
G18
■
interpolace v rovině XZ
■
př suv ve směru Y
■
definice středu: pomoc I, K
G19
■
interpolace v rovině YZ
■
př suv ve směru X
■
definice středu: pomoc J, K
Parametry
X, Y, Z: koncový bod (X rozměr průměru)
R:
poloměr
Q:
volba průseč ku standardně: Q=0
■
Q=0: vzdálený průseč k
■
Q=1: bližš průseč k
B:
zkosen /zaoblen
■
B žádné zadán : tangenciáln přechod
■
B=0: netangenciáln přechod
■
B>0: radius zaoblen
■
B<0: š řka zkosen
E:
faktor speciáln ho posuvu (0 < E
1) standardně: 1
(speciáln posuv = aktivn posuv * E)
při G2, G3:
I, J, K: střed př růstkově (vzdálenost bod startu střed; I rozměr
poloměru)
při G12, G13:
I, J, K: střed absolutně (I rozměr poloměru)
Programován X, Y, Z: absolutně, inkrementálně,
samodržně nebo ”?”
2.3.3 Jednoduché lineárn a kruhové pohyby
Př klad: G2 rovina XY
Př klad: G2 rovina YZ
Př klad: G13 rovina YZ