Parametry cyklu – HEIDENHAIN TNC 320 (77185x-01) Cycle programming Uživatelská příručka
Stránka 112
Obráběcí cykly: Řezání závitů v otvoru / Frézování závitů
4.8
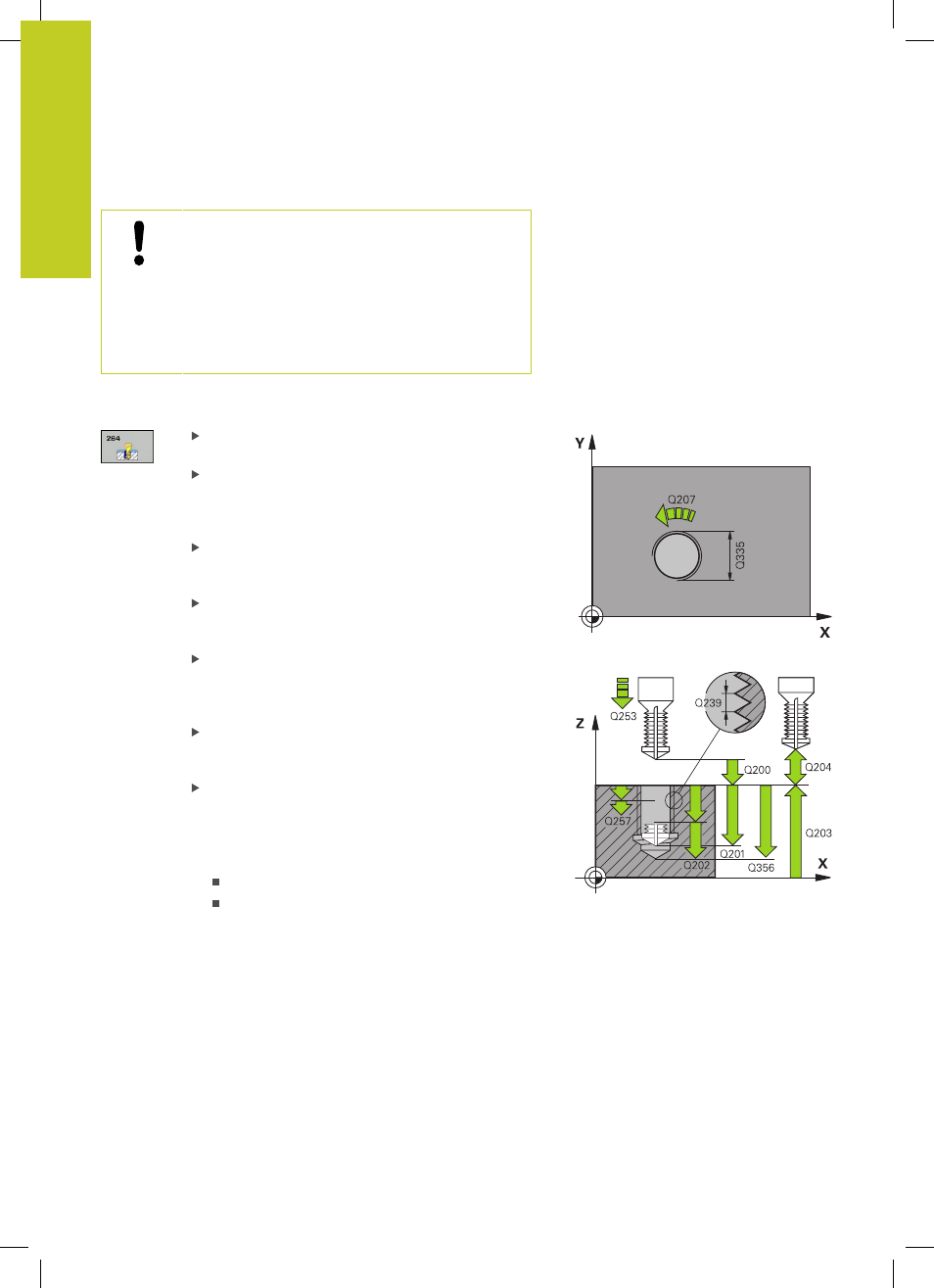
VRTACÍ FRÉZOVÁNÍ ZÁVITŮ (cyklus 264, DIN/ISO: G264)
4
112
TNC 320 | Uživatelská příručka programování cyklů | 4/2014
Pozor nebezpečí kolize!
Strojním parametrem displayDepthErr nastavíte, zda
má TNC při zadání kladné hloubky vydat chybové
hlášení (on) nebo ne (off).
Uvědomte si, že TNC při
zadání kladné hloubky
výpočet předpolohování invertuje. Nástroj tedy
jede v ose nástroje rychloposuvem na bezpečnou
vzdálenost
pod
povrchem obrobku!
Parametry cyklu
Cílový průměr
Q335: jmenovitý průměr závitu.
Rozsah zadávání 0 až 99 999,9999
Stoupání závitu
Q239: Stoupání závitu. Znaménko
definuje pravý a levý závit:
+
= pravý závit
–
= levý závit Rozsah zadávání -99,9999 až 99,9999
Hloubka závitu
Q201 (inkrementálně): vzdálenost
mezi povrchem obrobku a dnem závitu. Rozsah
zadávání -99 999,9999 až 99 999,9999
Hloubka díry
Q356: (inkrementálně): vzdálenost
mezi povrchem obrobku a dnem díry. Rozsah
zadávání -99 999,9999 až 99 999,9999
Posuv předpolohování
Q253: pojezdová rychlost
nástroje při zanořování do obrobku, případně při
vyjíždění z obrobku v mm/min. Rozsah zadávání 0
až 99 999,9999 alternativně FMAX, FAUTO
Druh frézování
Q351: Druh frézování při M3
+1
= sousledné frézování
-1
= nesousledné frézování
Hloubka přísuvu
Q202 (inkrementálně): rozměr, o
který se nástroj pokaždé přisune. Hloubka nemusí
být násobkem hloubky přísuvu. Rozsah zadávání 0
až 99 999,9999
TNC najede na hloubku v jediné operaci, jestliže:
hloubka přísuvu a konečná hloubka jsou stejné;
hloubka přísuvu je větší než konečná hloubka.