Obráběcí cykly: vrtání 3.11 příklady programů – HEIDENHAIN TNC 320 (77185x-01) Cycle programming Uživatelská příručka
Stránka 88
Obráběcí cykly: Vrtání
3.11 Příklady programů
3
88
TNC 320 | Uživatelská příručka programování cyklů | 4/2014
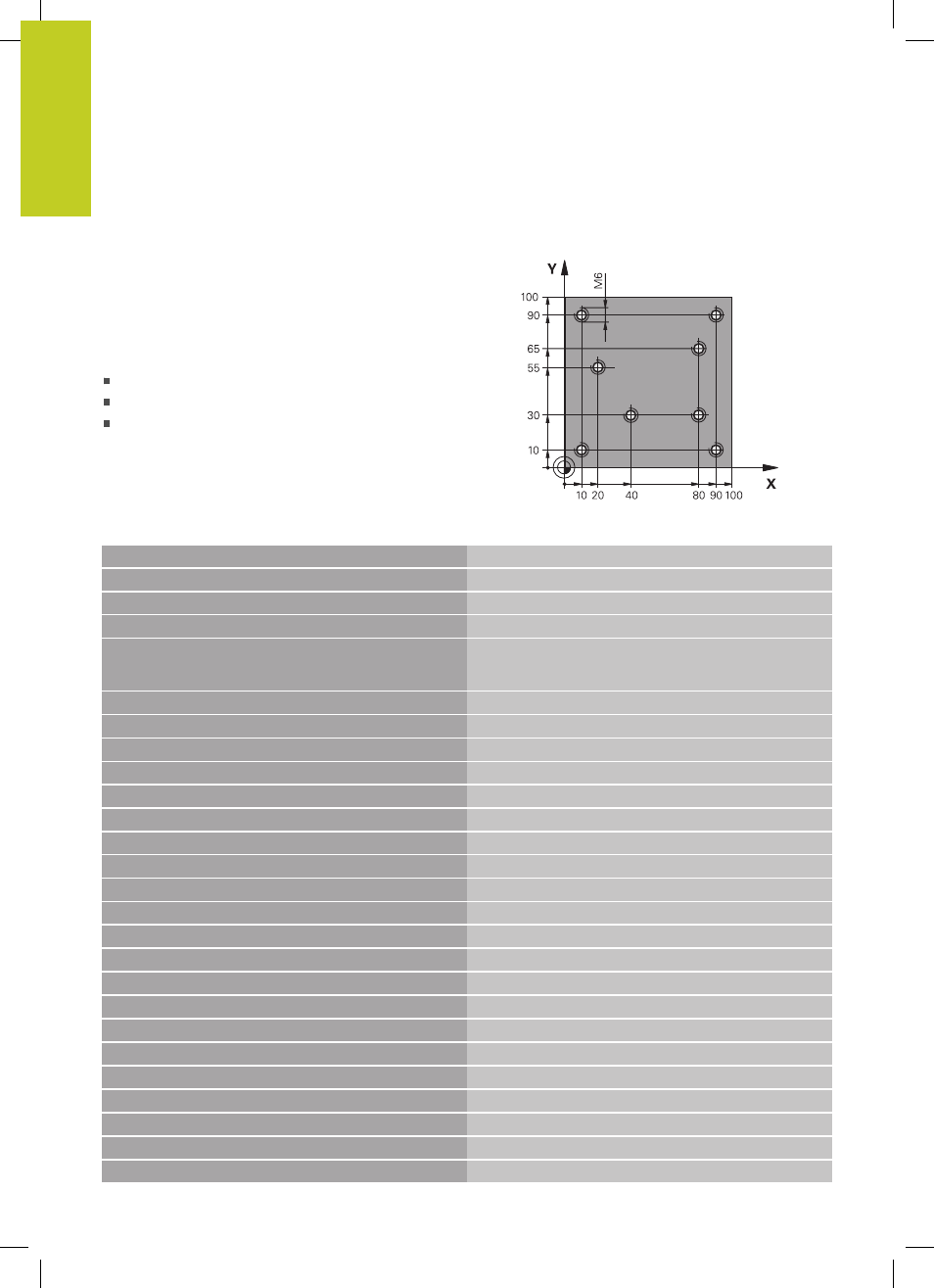
Příklad: Používání vrtacích cyklů ve spojení s
PATTERN DEF
Souřadnice vrtání jsou uložené v definici vzoru
PATTERN DEF POS a TNC je vyvolává pomocí CYCLE
CALL PAT.
Rádiusy nástrojů jsou zvoleny tak, aby byly ve zkušební
grafice vidět všechny pracovní operace.
Průběh programu
Vystředění (Rádius nástroje 4)
Vrtání (Rádius nástroje 2,4)
Řezání závitu v otvoru (Rádius nástroje 3)
0 BEGIN PGM 1 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-20
Definice neobrobeného polotovaru
2 BLK FORM 0.2 X+100 Y+100 Y+0
3 TOOL CALL 1 Z S5000
Vyvolání středicího navrtáváku (rádius 4)
4 L Z+10 R0 F5000
Přejetí nástrojem do bezpečné výšky (F naprogramujte s
hodnotou), TNC polohuje po každém cyklu do bezpečné
výšky.
5 PATTERN DEF
Definování všech vrtacích pozic v rastru bodů
POS1( X+10 Y+10 Z+0 )
POS2( X+40 Y+30 Z+0 )
POS3( X+20 Y+55 Z+0 )
POS4( X+10 Y+90 Z+0 )
POS5( X+90 Y+90 Z+0 )
POS6( X+80 Y+65 Z+0 )
POS7( X+80 Y+30 Z+0 )
POS8( X+90 Y+10 Z+0 )
6 CYCL DEF 240 VYSTŘEDĚNÍ
Definice cyklu navrtání středicích důlků
Q200=2
;BEZPEČNÁ VZDÁLENOST
Q343=0
;VOLBA PRŮMĚR/HLOUBKA
Q201=-2
;HLOUBKA
Q344=-10
;PRŮMĚR
Q206=150
;F PŘÍSUV DO HLOUBKY
Q211=0
;DOBA PRODLEVY DOLE
Q203=+0
;SOUŘADNICE POVRCHU
Q204=50
;2. BEZPEČNÁ VZDÁLENOST
7 CYCL CALL PAT F5000 M13
Vyvolání cyklu ve spojení s rastrem bodů
8 L Z+100 R0 FMAX
Vyjetí nástroje, výměna nástroje
9 TOOL CALL 2 Z S5000
Vyvolání vrtáku (rádius 2,4)