7 kruhový čep (cyklus 257, din/iso: g257), Provádění cyklu, Při programování dbejte na tyto body – HEIDENHAIN TNC 320 (77185x-01) Cycle programming Uživatelská příručka
Stránka 148: Kruhový čep (cyklus 257, din/iso: g257)
Obráběcí cykly: Frézování kapes / Frézování čepů/ Frézování drážek
5.7
KRUHOVÝ ČEP (cyklus 257, DIN/ISO: G257)
5
148
TNC 320 | Uživatelská příručka programování cyklů | 4/2014
5.7
KRUHOVÝ ČEP (cyklus 257, DIN/ISO:
G257)
Provádění cyklu
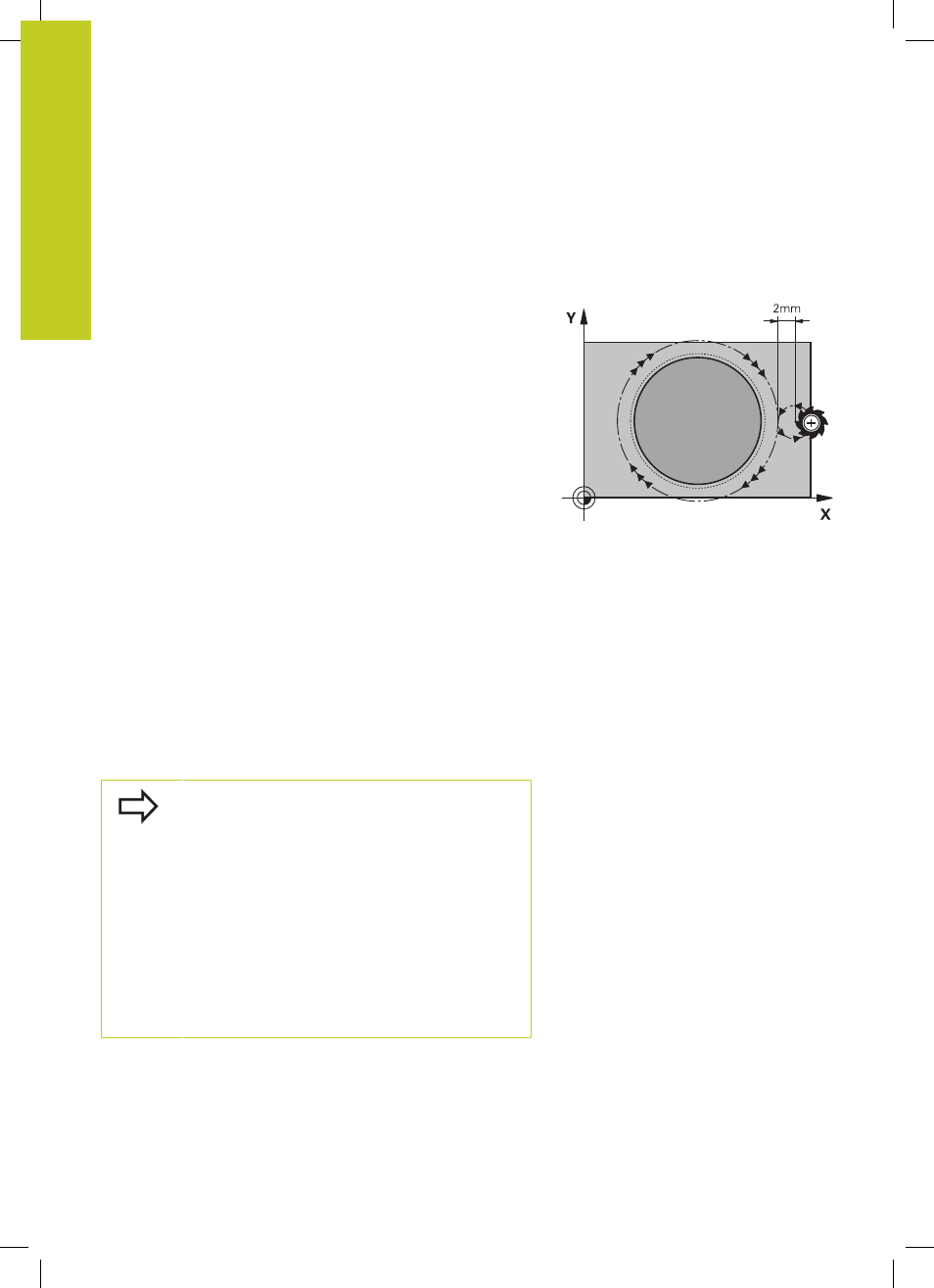
Cyklem kruhového čepu 257 můžete obrábět kruhový čep. Je-
li míra polotovaru větší než je maximálně možný boční přísuv,
tak TNC provede několik bočních přísuvů, až se dosáhne průměr
hotového dílce.
1 Nástroj vyjede z výchozí pozice cyklu (střed čepu) do startovní
polohy obrábění čepu. Startovní polohu určíte polárním úhlem,
vztaženým ke středu čepu, v parametru Q376
2 Stojí-li nástroj na 2. bezpečné vzdálenosti, přejede TNC
rychloposuvem FMAX na bezpečnou vzdálenost a odtud
posuvem přísuvu do hloubky na první hloubku přísuvu
3 Potom najede nástroj po spirále tangenciálně na obrys čepu a
ofrézuje jeden oběh.
4 V případě, že dokončení průměru nelze dosáhnout v jednom
cyklu, přisouvá TNC tak dlouho po spirále, až se dosáhne
průměr hotového dílce. TNC přitom bere do úvahy průměr
polotovaru, konečný průměr dílce a povolený boční přísuv
5 TNC odjíždí nástrojem pryč po spirálové dráze od obrysu
6 Je-li potřeba několik dílčích přísuvů do hloubky, tak se nový
přísuv do hloubky provádí v nejbližším místě k nájezdu
7 Tento postup se opakuje, až se dosáhne naprogramované
hloubky.
8 Na konci cyklu TNC napolohuje nástroj – po spirálovitém odjetí
– v ose nástroje do 2. bezpečné vzdálenosti definované v cyklu
Při programování dbejte na tyto body!
Předpolohujte nástroj do výchozí polohy v rovině
obrábění (střed čepu) s korekcí rádiusu R0.
V ose nástroje napolohuje TNC nástroj automaticky.
Dbejte na 2. bezpečnou vzdálenost
Q204.
Znaménko parametru cyklu Hloubka definuje směr
obrábění. Naprogramujete-li hloubku = 0, pak TNC
cyklus neprovede.
Na konci cyklu napolohuje TNC nástroj opět zpátky
do výchozí polohy.
TNC redukuje hloubku přísuvu na délku břitu LCUTS,
definovanou v nástrojové tabulce, pokud je délka
břitu kratší než hloubka přísuvu Q202, zadaná v
cyklu.