Parametry cyklu – HEIDENHAIN TNC 320 (77185x-01) Cycle programming Uživatelská příručka
Stránka 236
Obráběcí cykly: Řádkování (plošné frézování)
10.5 FRÉZOVÁNÍ NA ČELE (cyklus 233, DIN/ISO:G233)
10
236
TNC 320 | Uživatelská příručka programování cyklů | 4/2014
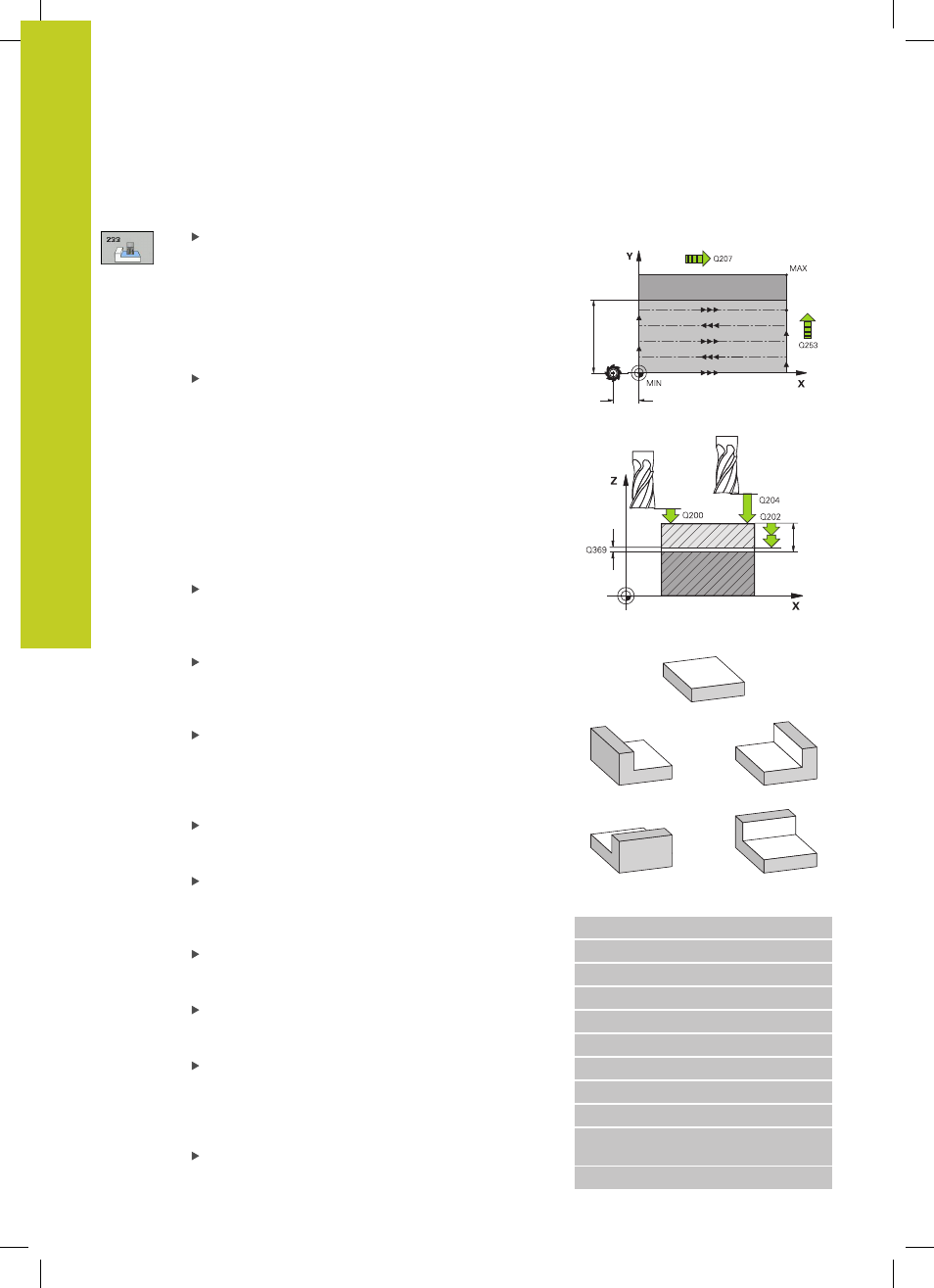
Parametry cyklu
Rozsah obrábění (0/1/2)
Q215: Definování rozsahu
obrábění:
0
: Hrubování a dokončování
1
: Jen hrubování
2
: Jen dokončení
Dokončení stěn a dokončení dna se provede
pouze tehdy, je-li definován příslušný přídavek na
dokončení (Q368, Q369)
Strategie frézování (0 – 4)
Q389: Stanovení, jak
má TNC plochu obrábět:
0
: obrábět meandrovitě, boční přísuv polohovacím
posuvem mimo obráběnou plochu
1
: obrábět meandrovitě, boční přísuv frézovacím
posuvem na okraji obráběné plochy
2
: obrábět po řádcích, zpětný pohyb a boční přísuv
s polohovacím posuvem mimo obráběnou plochu
3
: obrábět po řádcích, zpětný pohyb a boční přísuv
polohovacím posuvem na okraji obráběné plochy
4
: obrábět po spirále, stejnoměrný přísuv zvenku
dovnitř
Směr frézování
Q350: Osa roviny obrábění, podle
níž se má obrábění vyrovnat:
1
: Hlavní osa = směr obrábění
2
: Vedlejší osa = směr obrábění
1. strana – délka
Q218 (inkrementálně): délka
řádkované plochy v hlavní ose roviny obrábění
vztažená k bodu startu 1. osy. Rozsah zadávání 0
až 99 999,9999
2. strana – délka
Q219 (inkrementálně): délka
obráběné plochy ve vedlejší ose roviny obrábění.
Pomocí znaménka můžete stanovit směr prvního
příčného přísuvu vztažený k bodu startu 2. osy.
Rozsah zadávání -99 999,9999 až 99 999,9999
Bod startu 3. osy
Q226 (absolutně): souřadnice
povrchu obrobku, od níž se budou počítat přísuvy.
Rozsah zadávání -99 999,9999 až 99 999,9999
Koncový bod 3. osy
Q386 (absolutně): souřadnice
v ose vřetena, na níž se má plocha rovinně
ofrézovat. Rozsah zadávání -99 999,9999 až
99 999,9999
Přídavek na dokončení dna
Q369 (inkrementálně):
hodnota, která se má použít jako poslední přísuv.
Rozsah zadávání 0 až 99 999,9999
Hloubka přísuvu
Q202 (inkrementálně): rozměr, o
nějž se nástroj pokaždé přisune; zadejte hodnotu
větší než 0. Rozsah zadávání 0 až 99 999,9999
Koeficient překrytí dráhy
Q370: Maximální boční
přísuv k. TNC vypočítá skutečný boční přísuv z
délky 2. strany (Q219) a rádiusu nástroje tak, aby
se obrábělo vždy s konstantním bočním přísuvem.
Rozsah zadávání: 0,1 až 1,9999.
Posuv pro frézování
Q207: Pojezdová rychlost
nástroje při frézování v mm/min Rozsah zadávání 0
až 99 999,999alternativně FAUTO, FU, FZ
Q21
9
Q357
Q227
Q347
Q348
Q349
= 0
= -1
= +1
= -2
= +2
NC-bloky
8 CYCL DEF 233 ČELNÍ FRÉZOVÁNÍ
Q215=0
;ROZSAH OBRÁBĚNÍ
Q389=2
;FRÉZOVACÍ STRATEGIE
Q350=1
;SMĚR FRÉZOVÁNÍ
Q218=120
;1. STRANA - DÉLKA
Q218=80
;2. STRANA - DÉLKA
Q227=0
;STARTOVNÍ BOD 3. OSY
Q386=-6
;KONCOVÝ BOD 3. OSY
Q369=0.2
;PŘÍDAVEK NA DNO
Q202=3
;MAX. HLOUBKA
PŘÍSUVU
Q370=1
;PŘEKRYTÍ DRAH