Parametry cyklu – HEIDENHAIN TNC 320 (77185x-01) Cycle programming Uživatelská příručka
Stránka 83
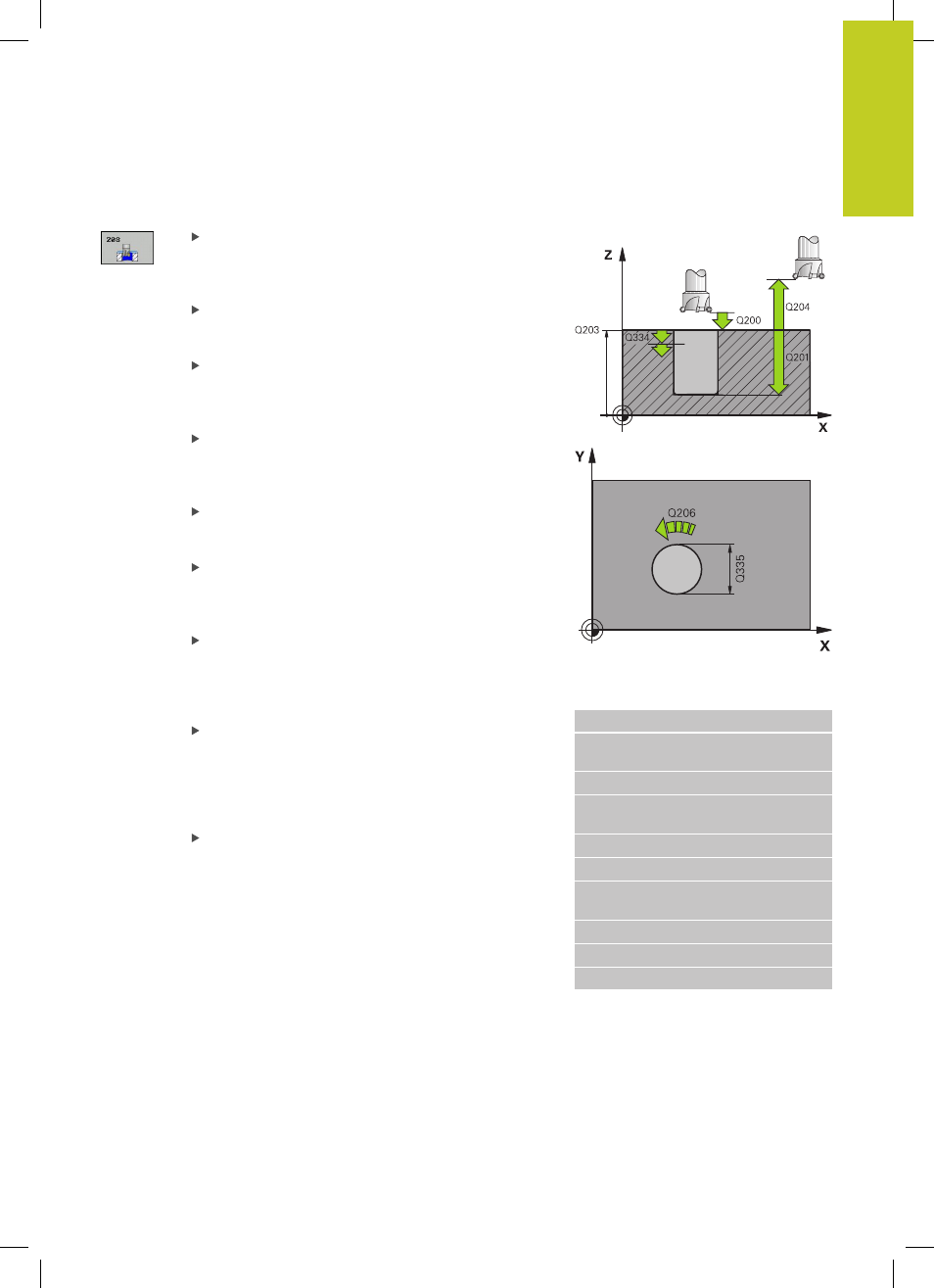
VYFRÉZOVÁNÍ DÍRY (cyklus 208)
3.9
3
TNC 320 | Uživatelská příručka programování cyklů | 4/2014
83
Parametry cyklu
Bezpečná vzdálenost
Q200 (inkrementálně):
Vzdálenost mezi spodní hranou nástroje a
povrchem obrobku. Rozsah zadávání 0 až
99 999,9999
Hloubka
Q201 (inkrementálně): Vzdálenost mezi
povrchem obrobku a dnem díry. Rozsah zadávání
-99999,9999 až 99 999,9999
Posuv přísuvu na hloubku
Q206: Pojezdová
rychlost nástroje při vyvrtávání ve šroubovici v mm/
min. Rozsah zadávání 0 až 99 999,999; alternativně
FAUTO
, FU, FZ
Přísuv na šroubovici
Q334 (inkrementálně):
Míra, o níž je nástroj přisunut do řezu vždy po
jedné šroubovici (=360°). Rozsah zadávání 0 až
99 999,9999
Souřadnice povrchu obrobku
Q203 (absolutně):
Souřadnice povrchu obrobku. Rozsah zadávání
-99999,9999 až 99 999,9999
2. bezpečná vzdálenost Q204
(inkrementálně):
Souřadnice osy vřetena, ve které nemůže dojít
ke kolizi mezi nástrojem a obrobkem (upínadly).
Rozsah zadávání 0 až 99 999,9999
Požadovaný průměr
Q335 (absolutně): Průměr
díry. Pokud zadáte požadovaný průměr stejný jako
průměr nástroje, vrtá TNC bez šroubové interpolace
přímo na zadanou hloubku. Rozsah zadávání 0 až
99 999,9999
Předvrtaný průměr
Q342 (absolutně): Zadáte-li v
Q342 hodnotu větší než 0, nebude již TNC provádět
kontrolu ohledně poměru požadovaného průměru
a průměru nástroje. Tím můžete vyfrézovávat díry,
jejichž průměr je více než dvakrát tak velký než
průměr nástroje. Rozsah zadávání 0 až 99 999,9999
Druh frézování
Q351: Druh frézování při M3
+1
= sousledné frézování
-1
= nesousledné frézování
NC-bloky
12 CYCL DEF 208 VRTACÍ FRÉZOVÁNÍ
Q200=2
;BEZPEČNÁ
VZDÁLENOST
Q201=-80
;HLOUBKA
Q206=150
;POSUV PŘÍSUVU DO
HLOUBKY
Q334=1.5
;HLOUBKA PŘÍSUVU
Q203=+100
;SOUŘADNICE POVRCHU
Q204=50
;2. BEZPEČNÁ
VZDÁLENOST
Q335=25
;CÍLOVÝ PRŮMĚR
Q342=0
;PŘEDVOLENÝ PRŮMĚR
Q351=+1
;DRUH FRÉZOVÁNÍ