HEIDENHAIN TNC 320 (77185x-01) Cycle programming Uživatelská příručka
Stránka 130
Obráběcí cykly: Frézování kapes / Frézování čepů/ Frézování drážek
5.2
PRAVOÚHLÁ KAPSA (cyklus 251, DIN/ISO: G251)
5
130
TNC 320 | Uživatelská příručka programování cyklů | 4/2014
Přísuv při dokončování
Q338 (inkrementálně):
rozměr, o který se nástroj v ose vřetena přisune při
dokončování. Q338=0: dokončení jedním přísuvem.
Rozsah zadávání 0 až 99 999,9999
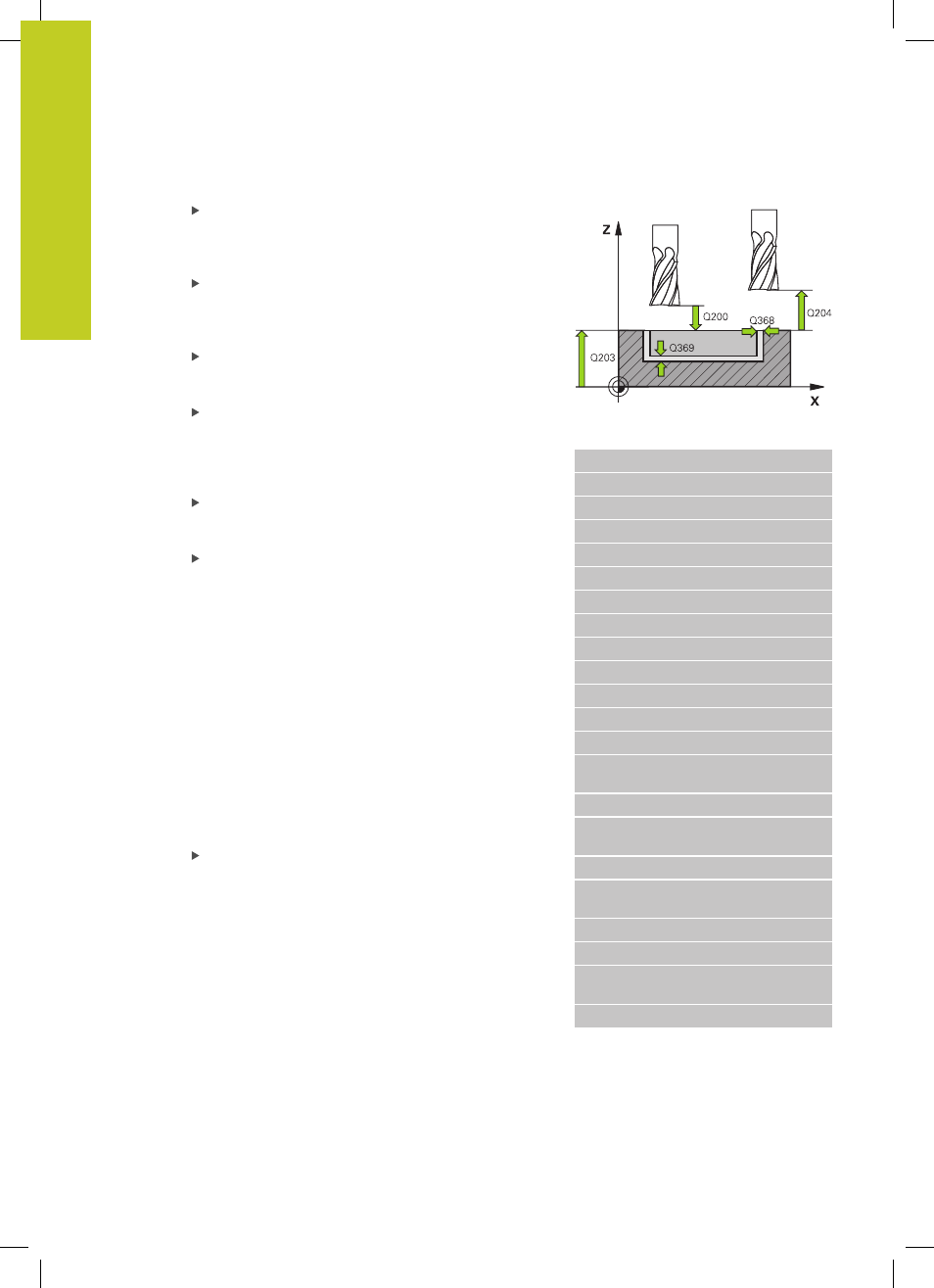
Bezpečná vzdálenost
Q200 (inkrementálně):
Vzdálenost mezi hrotem nástroje a povrchem
obrobku. Rozsah zadávání 0 až 99 999,9999;
alternativně PREDEF
Souřadnice povrchu obrobku
Q203 (absolutně):
Souřadnice povrchu obrobku. Rozsah zadávání
-99 999,9999 až 99 999,9999
2. bezpečná vzdálenost Q204
(inkrementálně):
Souřadnice osy vřetena, ve které nemůže dojít
ke kolizi mezi nástrojem a obrobkem (upínadly).
Rozsah zadávání 0 až 99 999,9999; alternativně
PREDEF
Koeficient překrytí dráhy
Q370: Q370 x rádius
nástroje udává stranový přísuv k. Rozsah zadávání
0,1 až 1,414, alternativně PREDEF
Strategie zanořování
Q366: Typ strategie
zanořování:
0
: zanořit kolmo. TNC zanoří kolmo nezávisle na
úhlu zanořování ANGLE definovaném v tabulce
nástrojů
1
: zanořit po šroubovici. V tabulce nástrojů musí být
pro aktivní nástroj úhel zanoření ANGLE definován
hodnotou různou od 0. Jinak TNC vydá chybové
hlášení
2
: zanořit kývavě. V tabulce nástrojů musí být pro
aktivní nástroj úhel zanoření ANGLE definován
hodnotou různou od 0. Jinak vydá TNC chybové
hlášení. Délka rampování je závislá na úhlu
ponoření, jako minimální hodnotu TNC použije
dvojnásobek průměru nástroje
PREDEF
: TNC použije hodnotu z bloku GLOBAL
DEF
Posuv obrábění načisto
Q385: Pojezdová rychlost
nástroje při obrábění strany a dna načisto v mm/
min. Rozsah zadávání 0 až 99 999,999; alternativně
FAUTO
, FU, FZ
NC-bloky
8 CYCL DEF 251 PRAVOÚHLÁ KAPSA
Q215=0
;ROZSAH OBRÁBĚNÍ
Q218=80
;1. STRANA - DÉLKA
Q219=60
;2. STRANA - DÉLKA
Q220=5
;RÁDIUS ROHU
Q368=0.2
;PŘÍDAVEK NA STRANU
Q224=+0
;ÚHEL NATOČENÍ
Q367=0
;UMÍSTĚNÍ KAPSY
Q207=500
;FRÉZOVACÍ POSUV
Q351=+1
;DRUH FRÉZOVÁNÍ
Q201=-20
;HLOUBKA
Q202=5
;HLOUBKA PŘÍSUVU
Q369=0.1
;PŘÍDAVEK NA DNO
Q206=150
;POSUV PŘÍSUVU DO
HLOUBKY
Q338=5
;PŘÍSUV NAČISTO
Q200=2
;BEZPEČNÁ
VZDÁLENOST
Q203=+0
;SOUŘADNICE POVRCHU
Q204=50
;2. BEZPEČNÁ
VZDÁLENOST
Q370=1
;PŘEKRYTÍ DRÁHY
Q366=1
;ZANOŘOVÁNÍ
Q385=500
;POSUV OBRÁBĚNÍ
NAČISTO
9 L X+50 Y+50 R0 FMAX M3 M99