6 příklady programů, Příklad: řádkování (plošné frézování), Příklady programů – HEIDENHAIN TNC 320 (77185x-01) Cycle programming Uživatelská příručka
Stránka 239: Příklady programů 10.6
Příklady programů 10.6
10
TNC 320 | Uživatelská příručka programování cyklů | 4/2014
239
10.6
Příklady programů
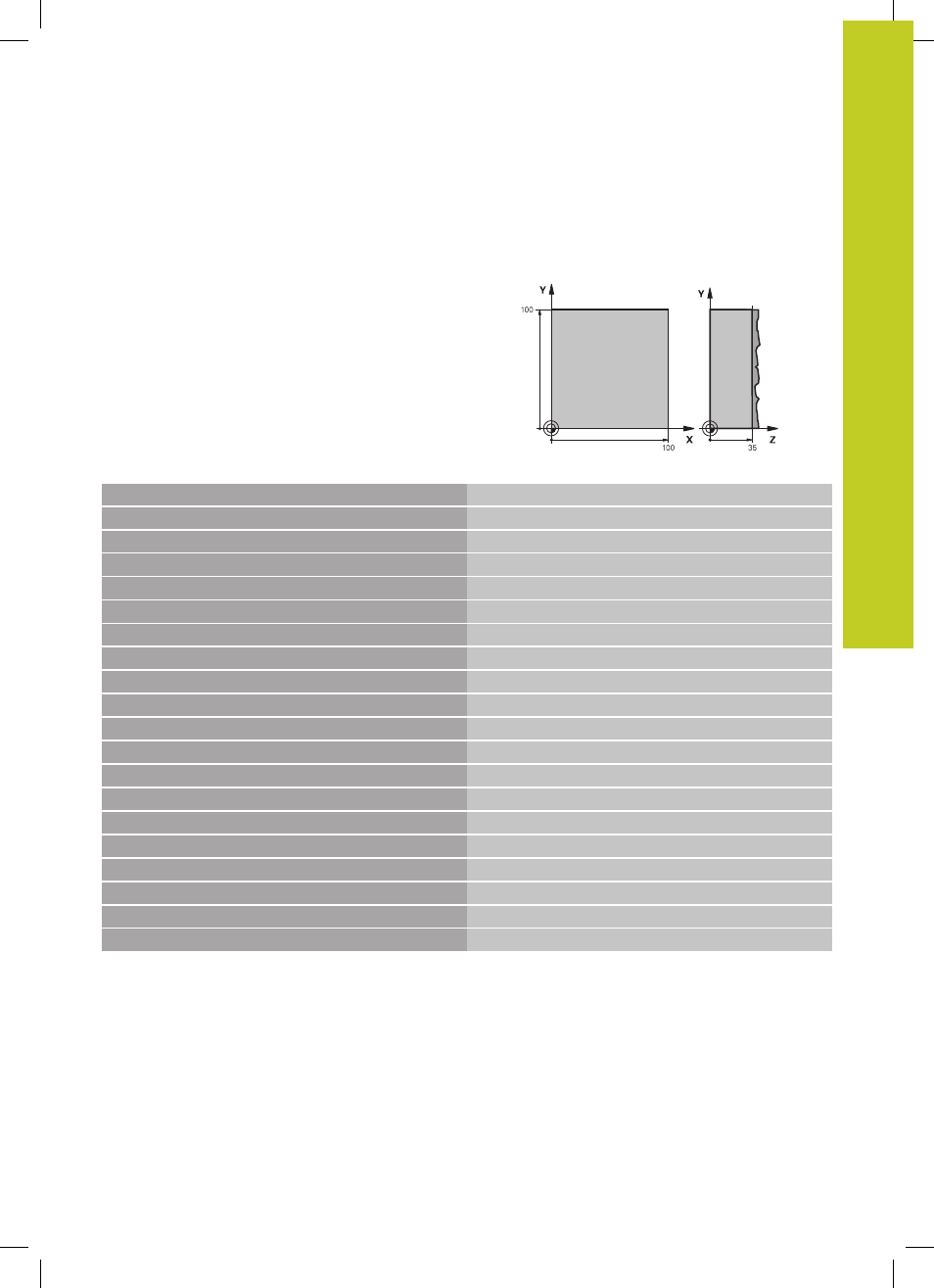
Příklad: Řádkování (plošné frézování)
0 BEGIN PGM C230 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z+0
Definice neobrobeného polotovaru
2 BLK FORM +40.2 X+100 Y+100 Z+0
3 TOOL CALL 1 Z S3500
Vyvolání nástroje
4 L Z+250 R0 FMAX
Odjetí nástroje
5 CYCL DEF 230 ŘÁDKOVÁNÍ
Definice cyklu řádkování
Q225=+0
;STARTOVNÍ BOD 1. OSY
Q226=+0
;STARTOVNÍ BOD 2. OSY
Q227=+35
;STARTOVNÍ BOD 3. OSY
Q218=100
;1. STRANA - DÉLKA
Q219=100
;2. STRANA - DÉLKA
Q240=25
;POČET ŘEZŮ
Q206=250
;POSUV PŘÍSUVU DO HLOUBKY
Q207=400
;FRÉZOVACÍ POSUV
Q209=150
;PŘÍČNÝ POSUV
Q200=2
;BEZPEČNÁ VZDÁLENOST
6 L X+-25 Y+0 R0 FMAX M3
Předpolohování do blízkosti bodu startu
7 CYCL CALL
Vyvolání cyklu
8 L Z+250 R0 FMAX M2
Odjetí nástroje, konec programu
9 END PGM C230 MM