1 pohyby nástroje, Dráhové funkce, Volné programování obrysu fk – HEIDENHAIN iTNC 530 (60642x-04) Uživatelská příručka
Stránka 222: Přídavné funkce m, Podprogramy a opakování částí programu, Programování s q-parametry
222
Programování: Programování obrysů
6.1 Pohyby nástroje
6.1 Pohyby nástroje
Dráhové funkce
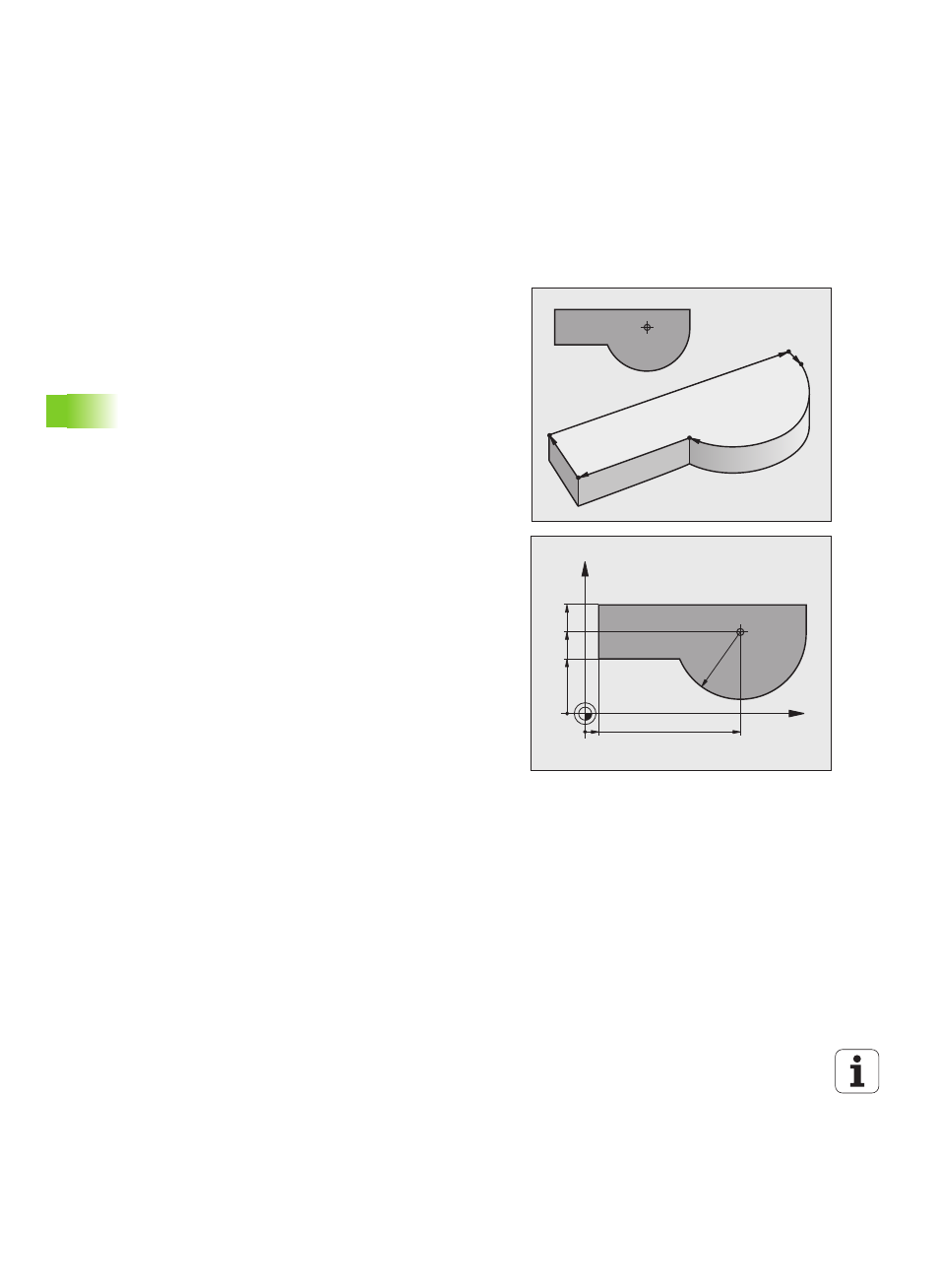
Obrys obrobku se obvykle skládá z několika obrysových prvků, jako
jsou přímky a kruhové oblouky. Pomocí dráhových funkcí
naprogramujete pohyby nástroje pro Přímky a Kruhové oblouky.
Volné programování obrysu FK
Není-li k dispozici výkres vhodně okótovaný pro NC a kóty jsou pro
NC-program neúplné, pak naprogramujte obrys obrobku pomocí
volného programování obrysů. TNC vypočte chybějící zadání.
Tímto FK-programováním naprogramujete též pohyby nástroje pro
přímky a kruhové oblouky.
Přídavné funkce M
Přídavnými funkcemi TNC řídíte
provádění programu, např. přerušení chodu programu
funkce stroje, jako zapnutí a vypnutí otáčení vřetena a chladicí
kapaliny
dráhové chování nástroje
Podprogramy a opakování částí programu
Obráběcí kroky, které se opakují, zadáte jen jednou jako podprogram
nebo opakování částí programu. Chcete-li nechat provést část
programu jen za určitých podmínek, pak nadefinujte tyto programové
kroky rovněž v nějakém podprogramu. Kromě toho může obráběcí
program vyvolat jiný program a dát ho provést.
Programování s podprogramy a opakováním částí programu je
popsáno v kapitole 8.
Programování s Q-parametry
V obráběcím programu zastupují Q-parametry číselné hodnoty:
danému Q-parametru je číselná hodnota přiřazena na jiném místě.
Pomocí Q-parametrů můžete programovat matematické funkce, které
řídí provádění programu nebo které popisují nějaký obrys.
Navíc můžete pomocí Q-parametrického programování provádět
měření s dotykovou sondou během provádění programu.
Programování s Q-parametry je popsáno v kapitole 9.
L
L
L
CC
C
X
Y
R40
115
10
80
60
40
CC