HEIDENHAIN iTNC 530 (60642x-04) Uživatelská příručka
Stránka 534
534
Programování: Víceosové obrábění
12.6 T
rojrozm
ěrná korekce nástroje (volitelný sof
tware 2)
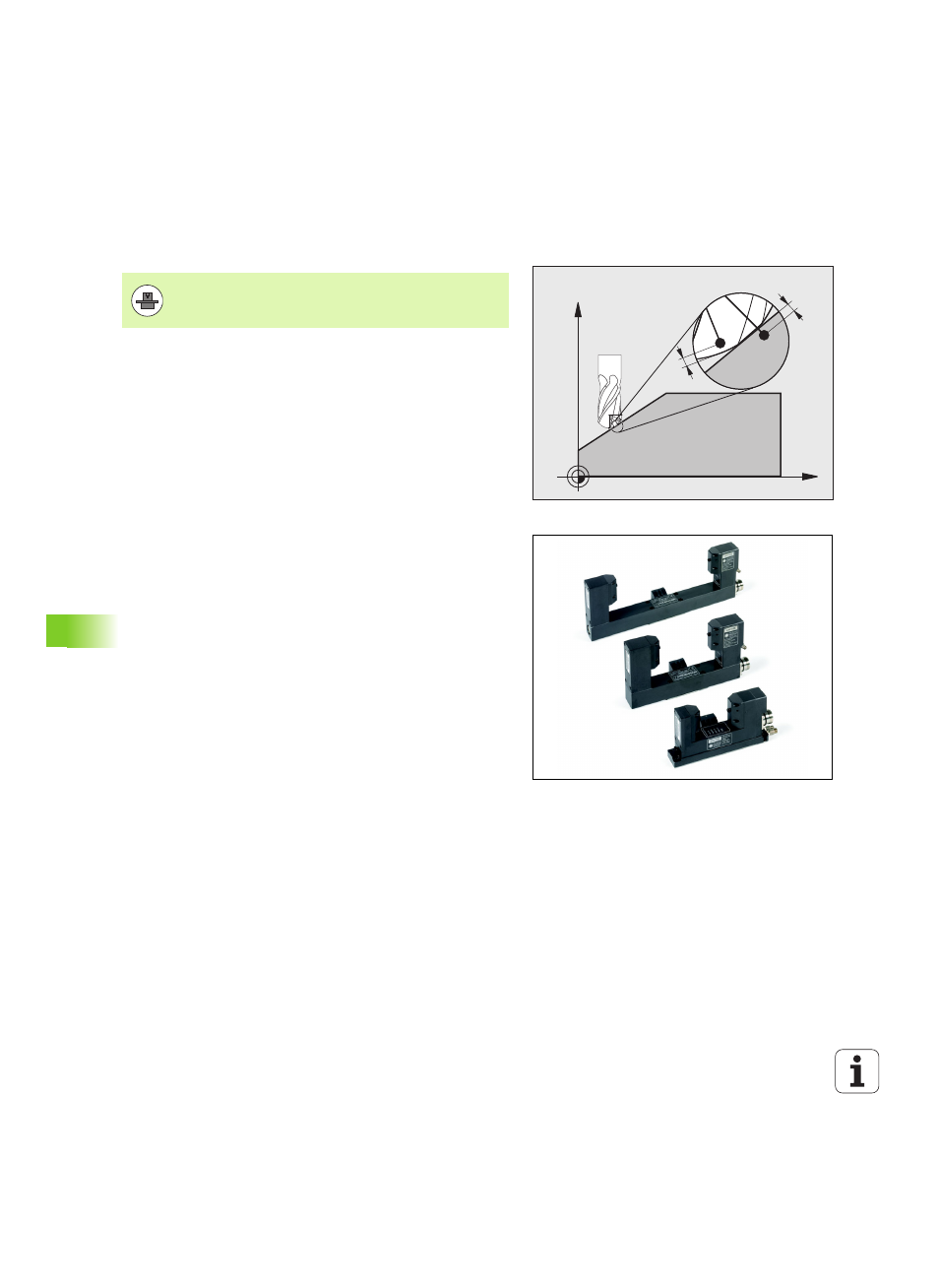
Korekce rádiusu nástroje 3D závisející na úhlu
záběru (volitelný software 2D-ToolComp)
Účinný rádius kulové frézy se z výrobních důvodů odchyluje od ideální
formy. Maximální nepřesnost tvaru určuje výrobce nástroje, běžné
jsou odchylky mezi 0,005 a 0,01 mm.
Nepřesnost tvaru se může v TNC zjistit pomocí laserového systému a
příslušných laserových cyklů a uložit ve formě tabulky korekčních
hodnot. Tabulka obsahuje úhlové hodnoty a v nich naměřené hodnoty
odchylek od požadovaného rádiusu R2.
S volitelným softwarem 3D-ToolComp je TNC schopno kompenzovat
korekční hodnotu definovanou v tabulce korekčních hodnot v závislosti
na skutečném bodu záběru nástroje.
Předpoklady
Volitelný software 3D-ToolComp je povolený
Volitelný software 3D-Bearbeitung (3D-obrábění) je povolený
Strojní parametr 7680, bit 6 musí být nastaven na 1: TNC započte
do délkové korekce nástroje R2 z tabulky nástrojů
Sloupec DR2TABLE v tabulce nástrojů TOOL.T je povolený (strojní
parametr 7266.44)
Nástroj se proměří laserovým systémem a tabulka korekčních
hodnot je k dispozici v adresáři TNC:\. Alternativně můžete tabulku
korekčních hodnot také připravit ručně (viz „Tabulka korekčních
hodnot” na stránce 535)
Rozměry nástroje L, R a R2 jsou zapsané do tabulky nástrojů
TOOL.T
Do sloupce DR2TABLE v tabulce nástrojů TOOL.T se musí zapsat
pro korigovaný nástroj cesta k tabulce korekčních hodnot (bez
přípony souboru) (viz „Tabulka nástrojů: standardní nástrojová data”
NC-program: Jsou potřebné NC-bloky s normálovými vektory ploch
(viz „NC-Program” na stránce 537)
X
Z
DR20.004
DR2+0.002
Abyste mohli použít volitelný software 92, 3D-ToolComp,
potřebujete i volitelný software 2.