3 najetí a opušt ění obrysu – HEIDENHAIN iTNC 530 (60642x-04) Uživatelská příručka
Stránka 229
HEIDENHAIN iTNC 530
229
6.3 Najetí a opušt
ění obrysu
Polární souřadnice
Obrysové body následujících najížděcích a odjížděcích funkcí můžete
naprogramovat také pomocí polárních souřadnic:
APPR LT se změní na APPR PLT
APPR LN se změní na APPR PLN
APPR CT se změní na APPR PCT
APPR LCT se změní na APPR PLCT
DEP LCT se změní na DEP PLCT
Poté co jste zvolili najížděcí či odjížděcí funkci softtlačítkem stiskněte
k provedení změny oranžovou klávesu P.
Korekce rádiusu
Korekci rádiusu naprogramujte společně s prvním bodem obrysu P
A
v
bloku APPR. Bloky DEP korekci rádiusu ruší automaticky!
Najetí bez korekce rádiusu: je-li v bloku APPR programováno R0,
pojíždí TNC nástrojem jako nástrojem s R = 0 mm a korekcí rádiusu
RR! Tím je definován u funkcí APPR/DEP LN a APPR/DEP CT směr,
kterým TNC nástrojem přijíždí k obrysu a odjíždí od něj. Dodatečně
musíte v prvním pojezdovém bloku po APPR naprogramovat obě
souřadnice obráběcí roviny.
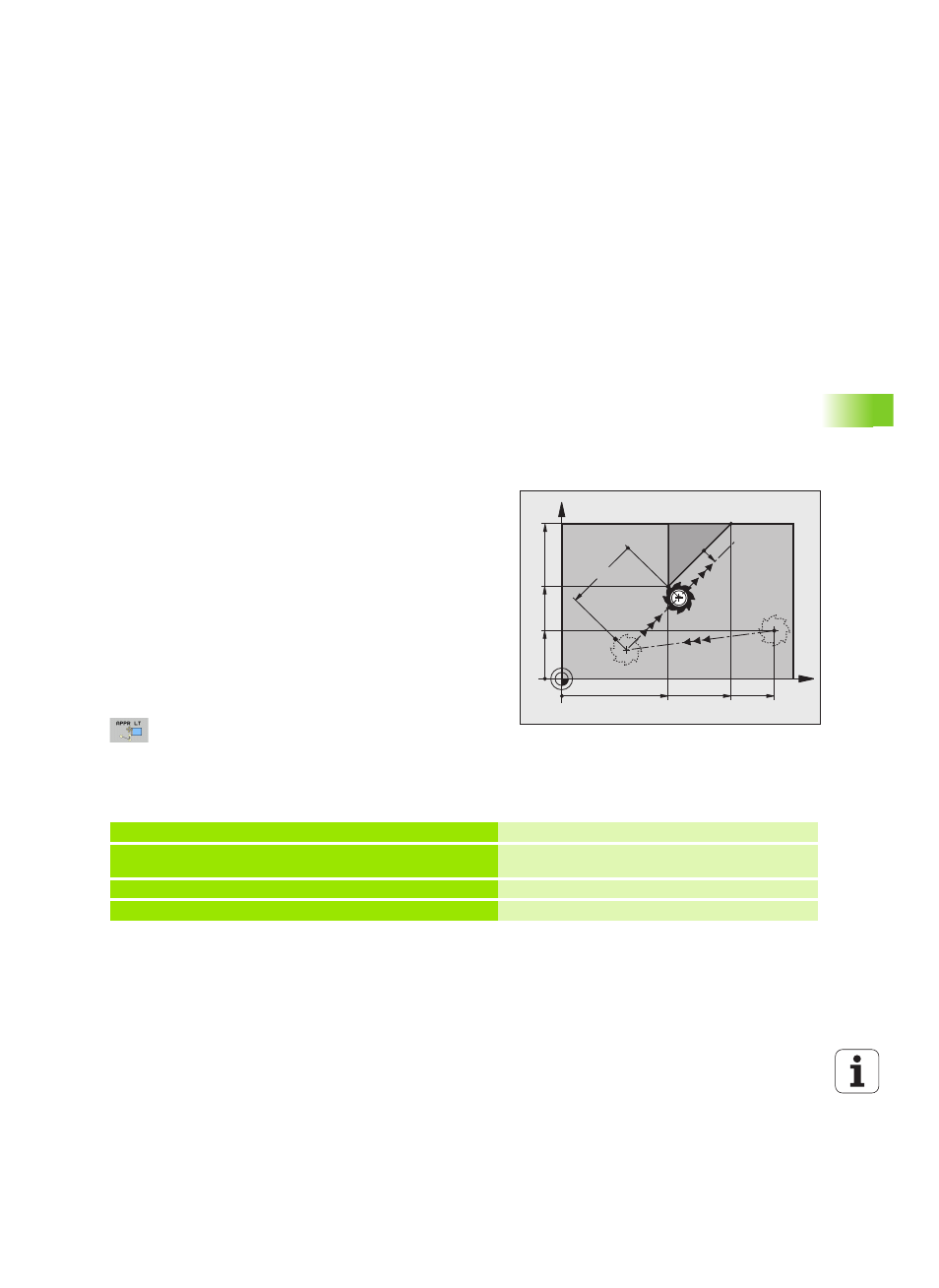
Najetí na přímce s tangenciálním napojením:
APPR LT
TNC najíždí nástrojem po přímce z výchozího bodu P
S
na pomocný
bod P
H
. Odtud najíždí po přímce tangenciálně na první bod obrysu P
A
.
Pomocný bod P
H
je ve vzdálenosti LEN od prvního bodu obrysu P
A
.
Libovolná dráhová funkce: najet na startovní bod P
S
Dialog zahajte stisknutím klávesy APPR/DEP a softtlačítka APPR
LT:
Souřadnice prvního bodu obrysu P
A
LEN: vzdálenost pomocného bodu P
H
od prvního
bodu obrysu P
A
.
Korekce rádiusu RR/RL pro obrábění
Příklad NC-bloků
X
Y
20
10
20
P
A
RR
P
S
R0
15
P
H
RR
RR
40
35
35
7 L X+40 Y+10 R0 FMAX M3
Najetí na P
S
bez korekce rádiusu
8 APPR LT X+20 Y+20 Z-10 LEN15 RR F100
P
A
s korekcí rádiusu RR, vzdálenost P
H
k P
A
:
LEN=15
9 L X+35 Y+35
Koncový bod prvního prvku obrysu
10 L ...
Další obrysový prvek