Definování postupu při polohování funkcí plane, Í (viz „definování, Postupu při polohování funkcí plane” na – HEIDENHAIN iTNC 530 (60642x-04) Uživatelská příručka
Stránka 506: Stránce 506), Vání: viz
506
Programování: Víceosové obrábění
12.2 Funkce PLANE: Naklopení roviny obráb
ění (volitelný sof
tware 1)
Definování postupu při polohování funkcí
PLANE
Přehled
Nezávisle na tom, kterou funkci PLANE použijete k definování
naklopené roviny obrábění, máte vždy k dispozici tyto funkce pro
postup při polohování:
Automatické naklopení
Výběr alternativních možností naklápění
Výběr způsobu transformace
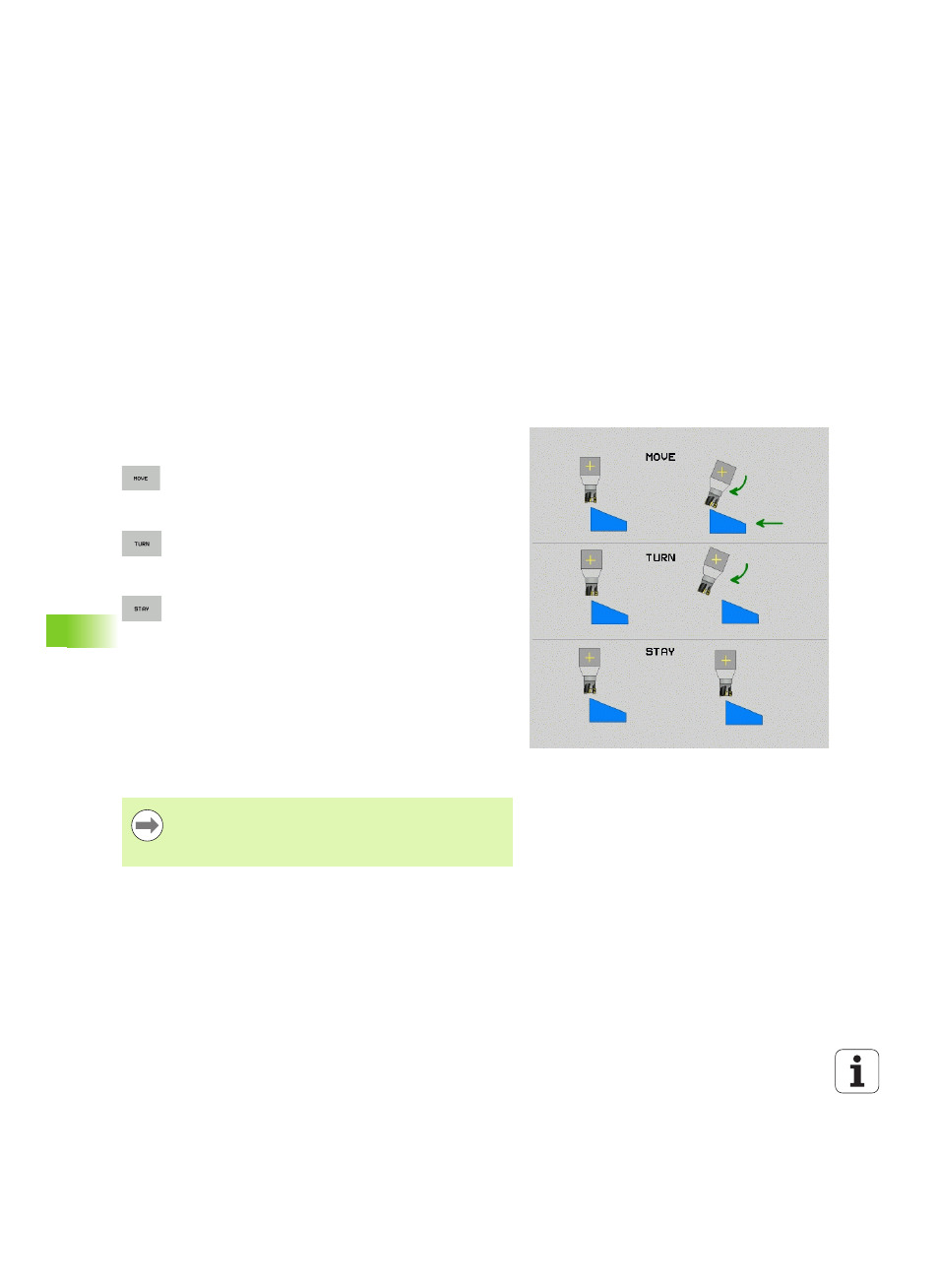
Automatické naklopení: MOVE/TURN/STAY (zadání je nezbytně
nutné)
Po zadání všech parametrů k definování roviny musíte určit, jak se
mají rotační osy naklopit na vypočtené hodnoty os:
Funkce PLANE má naklopit rotační osy automaticky
na vypočtené hodnoty os, přičemž se relativní poloha
mezi obrobkem a nástrojem nezmění. TNC provede
vyrovnávací pohyb v lineárních osách.
Funkce PLANE má rotační osy automaticky naklopit
na vypočtené hodnoty, přičemž TNC polohuje pouze
osy natočení. TNC neprovede žádný vyrovnávací
pohyb v lineárních osách.
Naklopíte rotační osy v dalším samostatném
polohovacím bloku.
Pokud jste zvolili možnost MOVE (funkce PLANE má automaticky
naklopit s vyrovnávajícím pohybem), musí se definovat ještě dva
následně deklarované parametry Vzdálenost středu otáčení od špičky
nástroje a Posuv? F=.
Jestliže jste zvolili možnost TURN (funkce PLANE má naklopit
automaticky bez vyrovnávacího pohybu), je nutno definovat ještě
následně deklarované parametry Dráha návratu MB a Posuv ? F=.
Alternativně k posuvu F, definovanému přímo zadáním číselné
hodnoty, můžete naklápění nechat provést také s FMAX
(rychloposuvem) nebo FAUTO (posuv z bloku TOOL CALL).
Použijete-li funkci PLANE AXIAL ve spojení se STAY, tak
musíte natočit osy naklápění v samostatném polohovacím
bloku po funkci PLANE (viz „Naklápění rotačních os
v samostatném bloku” na stránce 508).