HEIDENHAIN iTNC 530 (60642x-04) Uživatelská příručka
Stránka 536
536
Programování: Víceosové obrábění
12.6 T
rojrozm
ěrná korekce nástroje (volitelný sof
tware 2)
Funkce
Když zpracováváte program s normálovými vektory ploch a přiřadili
jste aktivnímu nástroji v tabulce nástrojů TOOL.T tabulku korekčních
hodnot (sloupec DR2TABLE), tak TNC započte namísto korekčních
hodnot DR2 z TOOL.T hodnoty z tabulky korekčních hodnot.
Přitom TNC zohledňuje tu korekční hodnotu z tabulky korekčních
hodnot, která je definovaná pro aktuální bod dotyku nástroje s
obrobkem. Leží-li bod dotyku mezi dvěma korekčními body, tak TNC
interpoluje korekční hodnotu lineárně mezi oběma nejbližšími úhly.
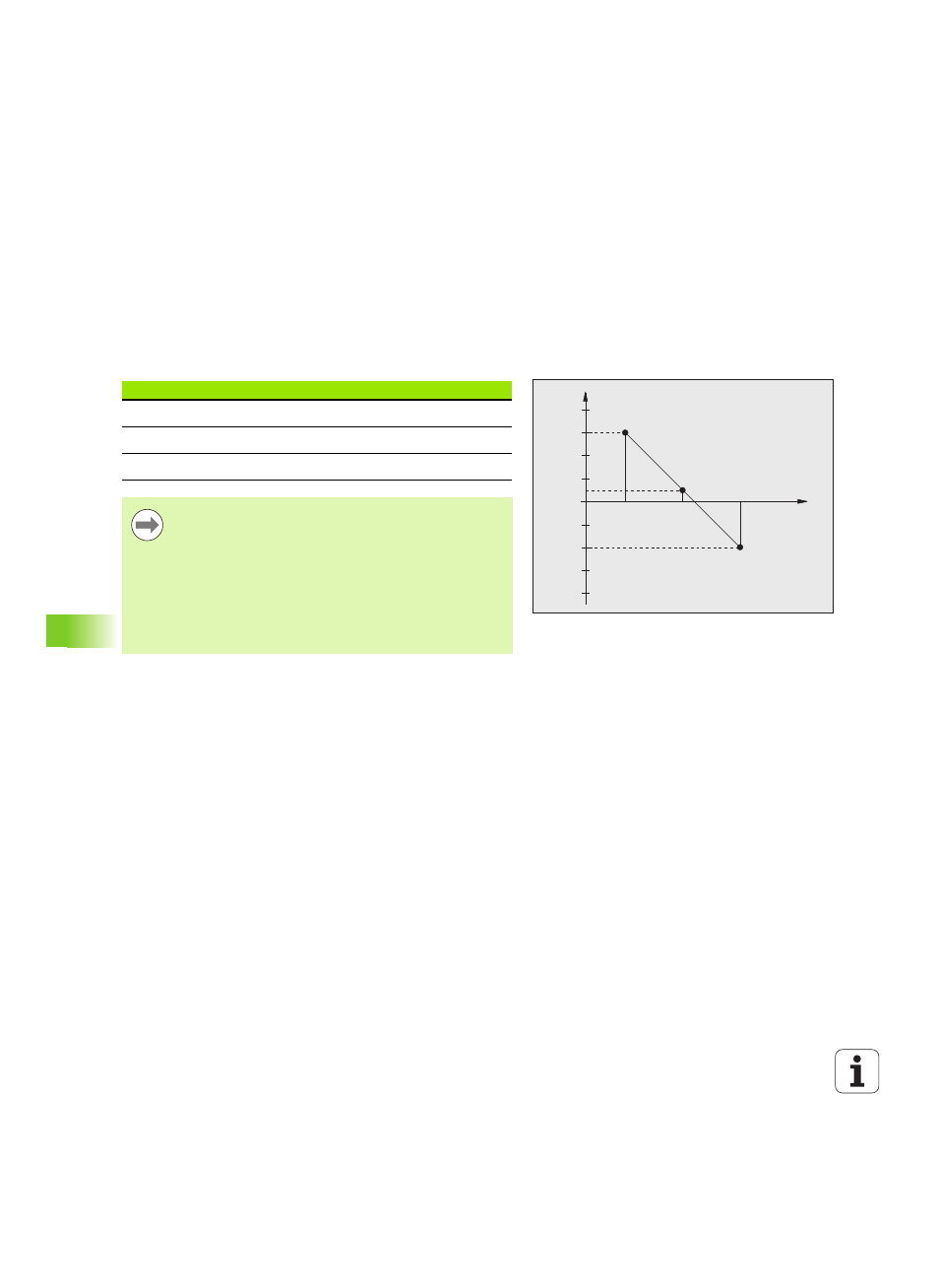
Příklad:
+0.04
+0.03
+0.02
+0.01
+0.005
0.04
0.03
0.02
0.01
40°
45°
50°
NOM - DR2
ANGLE
0
Hodnota úhlu
Korekční hodnota
40°
+0.03 mm (naměřeno)
50°
-0.02 mm (naměřeno)
45 ° (bod dotyku)
+0.005 mm (interpolováno)
TNC vydá chybové hlášení, když nemůže korekční
hodnotu zjistit pomocí interpolace.
Programování M107 (Potlačení chybového hlášení u
kladných korekčních hodnot) není potřeba, i když je
korekční hodnota kladná.
TNC započítá buďto DR2 z TOOL.T nebo korekční
hodnotu z tabulky korekčních hodnot. Přídavný offset jako
přídavek na plochu můžete dle potřeby definovat pomocí
DR2 v bloku TOOL CALL