Úvod, Ní (viz „úvod” na stránce 602), Viz „kompenzace šikmé polohy obrobku – HEIDENHAIN iTNC 530 (60642x-04) Uživatelská příručka
Stránka 602
602
Ruční provoz a seřizování
14.8 Kompenzace šikmé polohy obrobku pomocí dotykové sondy
14.8 Kompenzace šikmé polohy
obrobku pomocí dotykové
sondy
Úvod
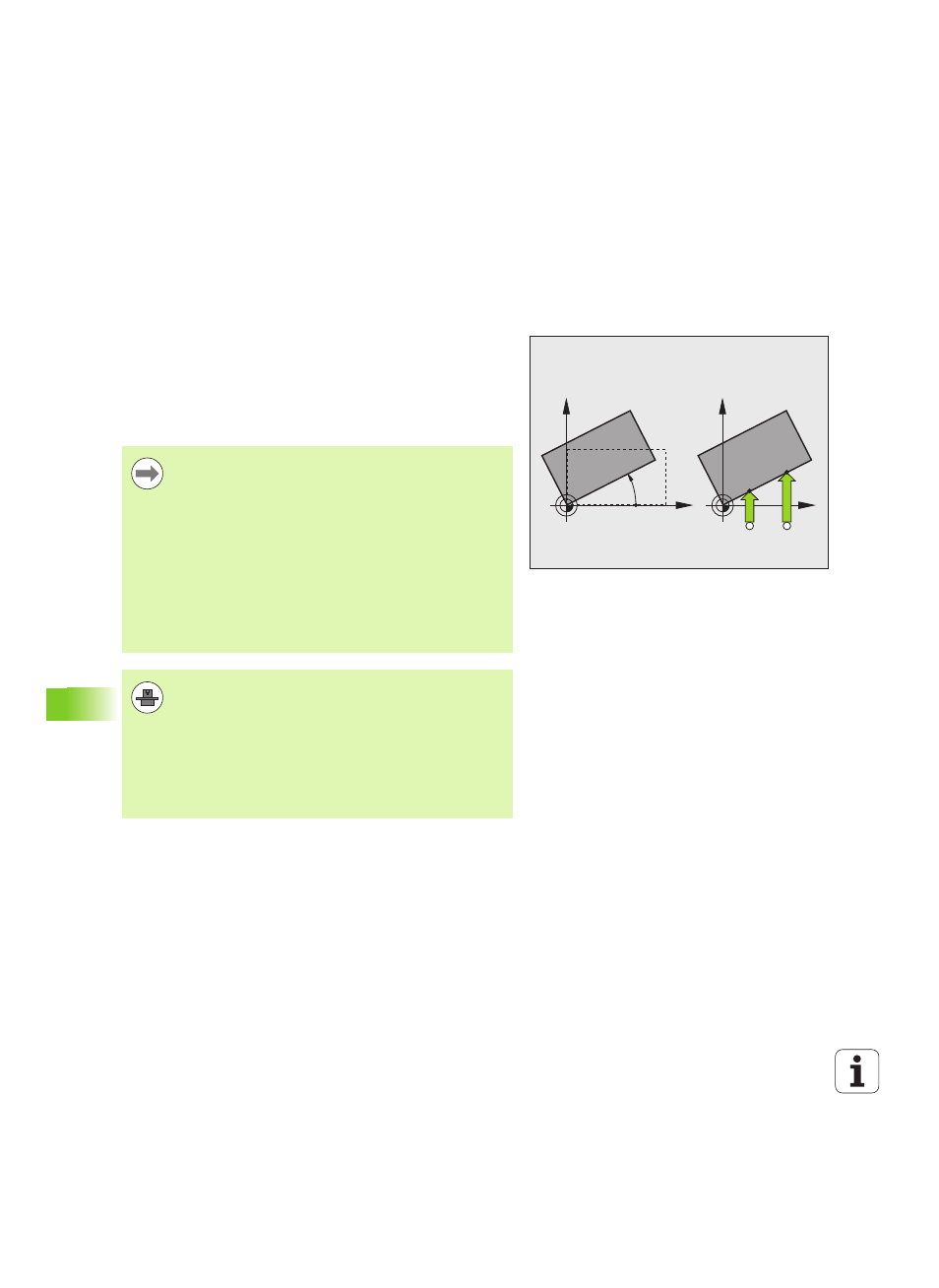
Šikmou polohu obrobku TNC kompenzuje výpočetně pomocí
„základního natočení“.
TNC nastaví úhel natočení na úhel, který má svírat povrch obrobku
s příslušnou osou obráběcí roviny. Viz obrázek vpravo.
Alternativně můžete kompenzovat šikmou polohu obrobku také
natočením otočného stolu .
X
Y
PA
X
Y
A
B
Směr snímání k proměření šikmé polohy obrobku volte
vždy kolmo ke vztažné ose úhlu.
Aby se mohlo při provádění programu základní natočení
správně přepočíst, musíte v prvním pojezdovém bloku
naprogramovat obě souřadnice roviny obrábění.
Základní natočení můžete používat také v kombinaci
s funkcí PLANE – v tomto případě musíte nejdříve
aktivovat základní natočení a poté funkci PLANE.
Když změníte základní natočení, tak se TNC při opouštění
nabídky zeptá, zda si přejete uložit změněné základní
natočení také do právě aktivní řádky tabulky vztažných
bodů. V tomto případě potvrďte žádost klávesou ENT.
TNC může také provést skutečně trojrozměrnou
kompenzaci upnutí, pokud je váš stroj k tomu připraven.
Kontaktujte prosím výrobce vašeho stroje.
Nastavením bitu #18 v MP7680 lze potlačit chybové
hlášení Úhel osy se liší od úhlu natočení při zjišťování
základního natočení a při vyrovnávání obrobku pomocí
osy naklápění s ručním snímacím cyklem. Tím můžete
zjišťovat základní natočení na takových místech, která
nejsou bez natočení hlavy dosažitelná.