HEIDENHAIN TNC 620 (81760x-02) Cycle programming Uživatelská příručka
Stránka 143
KRUHOVÁ KAPSA (cyklus 252, DIN/ISO: G252, volitelný software
19)
5.3
5
TNC 620 | Uživatelská příručka programování cyklů | 3/2015
143
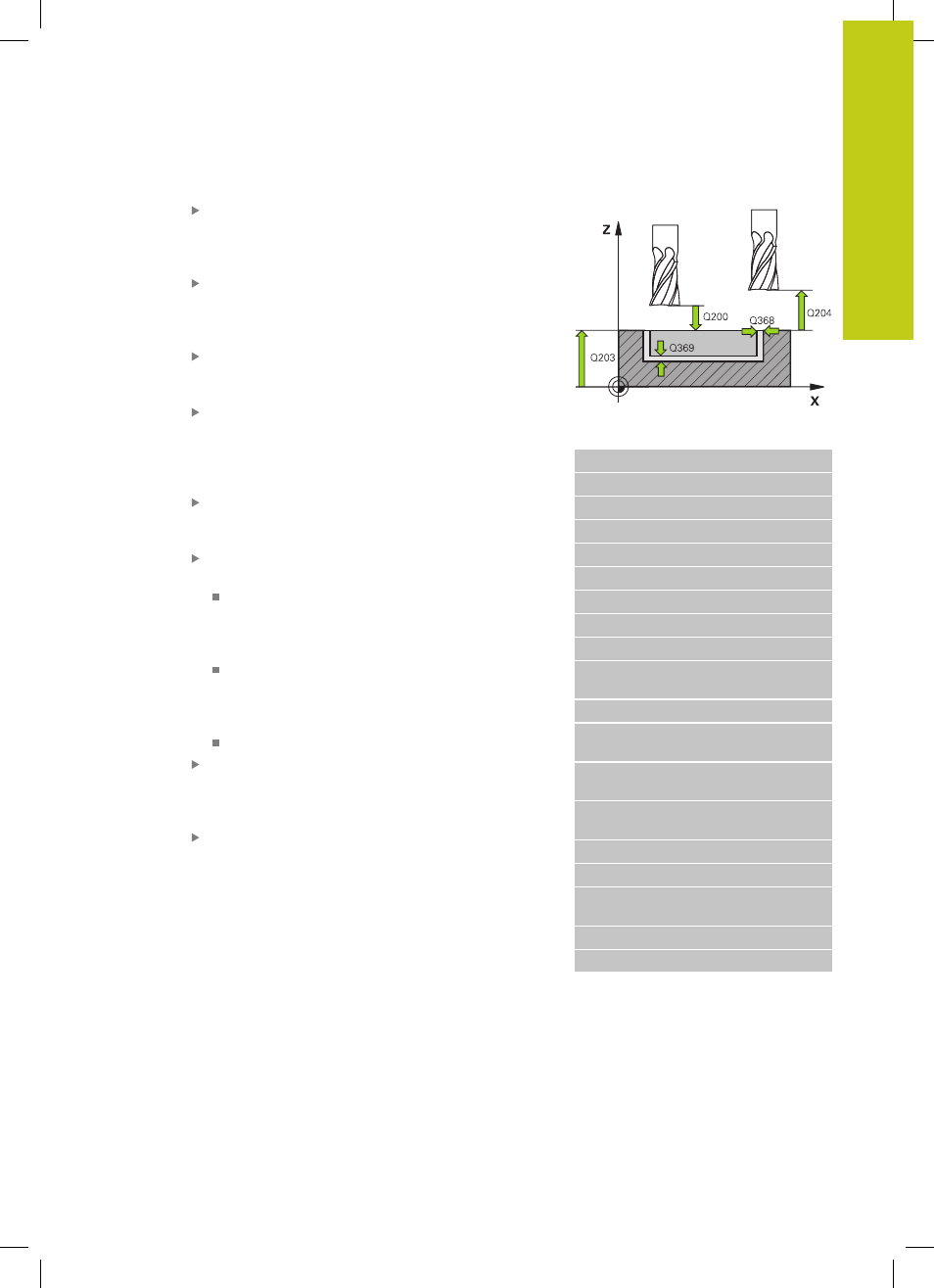
Přísuv při dokončování
Q338 (inkrementálně):
rozměr, o který se nástroj v ose vřetena přisune při
dokončování. Q338=0: dokončení jedním přísuvem.
Rozsah zadávání 0 až 99 999,9999
Bezpečná vzdálenost
Q200 (inkrementálně):
Vzdálenost mezi hrotem nástroje a povrchem
obrobku. Rozsah zadávání 0 až 99 999,9999;
alternativně PREDEF
Souřadnice povrchu obrobku
Q203 (absolutně):
Souřadnice povrchu obrobku. Rozsah zadávání
-99 999,9999 až 99 999,9999
2. bezpečná vzdálenost Q204
(inkrementálně):
Souřadnice osy vřetena, ve které nemůže dojít
ke kolizi mezi nástrojem a obrobkem (upínadly).
Rozsah zadávání 0 až 99 999,9999; alternativně
PREDEF
Koeficient překrytí dráhy
Q370: Q370 x rádius
nástroje udává stranový přísuv k. Rozsah zadávání
0,1 až 1,9999, alternativně PREDEF
Strategie zanořování
Q366: Typ strategie
zanořování:
0 = svislé zanořování. V tabulce nástrojů musí
být pro aktivní nástroj úhel zanoření ANGLE
definován hodnotou 0 nebo 90. Jinak vydá TNC
chybové hlášení
1 = zanořování po šroubovici. V tabulce nástrojů
musí být pro aktivní nástroj úhel zanoření ANGLE
definován hodnotou různou od 0. Jinak vydá
TNC chybové hlášení
Alternativně PREDEF
Posuv obrábění načisto
Q385: Pojezdová rychlost
nástroje při obrábění strany a dna načisto v mm/
min. Rozsah zadávání 0 až 99 999,999; alternativně
FAUTO
, FU, FZ
Reference posuvu (0...3)
Q439: Definice k čemu
se naprogramovaný posuv vztahuje:
0
: posuv se vztahuje ke dráze středu nástroje
1
: posuv se vztahuje pouze při dokončování stěny
na břit nástroje, jinak na dráhu středu
2
: posuv se vztahuje při dokončování strany
a
hloubky k břitu nástroje, jinak na dráhu středu
3
: posuv se vždy vztahuje k břitu nástroje
NC-bloky
8 CYCL DEF 252 KRUHOVÁ KAPSA
Q215=0
;ROZSAH OBRÁBĚNÍ
Q223=60
;PRŮMĚR KRUŽNICE
Q368=0.2
;PŘÍDAVEK NA STRANU
Q207=500
;FRÉZOVACÍ POSUV
Q351=+1
;DRUH FRÉZOVÁNÍ
Q201=-20
;HLOUBKA
Q202=5
;HLOUBKA PŘÍSUVU
Q369=0.1
;PŘÍDAVEK NA DNO
Q206=150
;POSUV PŘÍSUVU DO
HLOUBKY
Q338=5
;PŘÍSUV NAČISTO
Q200=2
;BEZPEČNÁ
VZDÁLENOST
Q203=+0
;SOUŘADNICE
POVRCHU
Q204=50
;2. BEZPEČNÁ
VZDÁLENOST
Q370=1
;PŘEKRYTÍ DRÁHY
Q366=1
;ZANOŘOVÁNÍ
Q385=500
;POSUV OBRÁBĚNÍ
NAČISTO
Q439=3
;REFERENCE POSUVU
9 L X+50 Y+50 R0 FMAX M3 M99