Při programování dbejte na tyto body, Parametry cyklu – HEIDENHAIN TNC 620 (81760x-02) Cycle programming Uživatelská příručka
Stránka 192
Obráběcí cykly: Obrysová kapsa
7.5
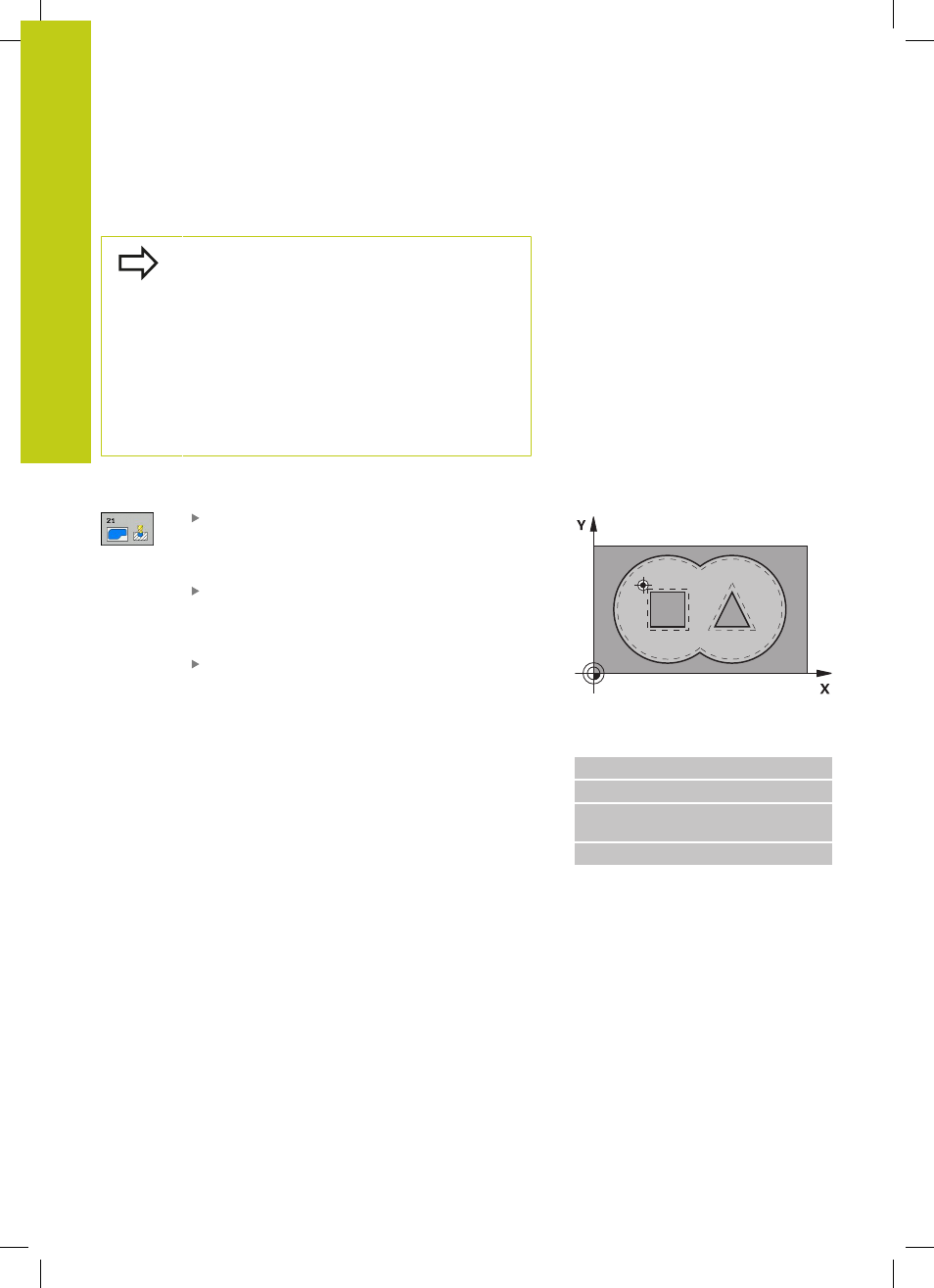
PŘEDVRTÁNÍ (cyklus 21, DIN/ISO: G121, volitelný software 19)
7
192
TNC 620 | Uživatelská příručka programování cyklů | 3/2015
Při programování dbejte na tyto body!
TNC nerespektuje Delta-hodnotu DR programovanou
v bloku TOOL CALL při výpočtu bodů zápichu.
V kritických místech nemůže TNC případně
předvrtávat nástrojem, který je větší než hrubovací
nástroj.
Pokud je Q13 = 0, použijí se data nástroje, který se
nachází ve vřetenu.
Po skončení cyklu umístěte váš nástroj v rovině
nikoliv přírůstkově, ale do absolutní polohy, pokud
jste nastavili parametry ConfigDatum, CfgGeoCycle,
posAfterContPocket na ToolAxClearanceHeight.
Parametry cyklu
Hloubka přísuvu
Q10 (inkrementálně): rozměr, o
který se nástroj pokaždé přisune (znaménko při
záporném směru obrábění „–“). Rozsah zadávání
-99 999,9999 až 99 999,9999
Posuv přísuvu do hloubky
Q11: pojezdová rychlost
nástroje při zanořování do obrobku v mm/min.
Rozsah zadávání 0 až 99 999,9999; alternativně
FAUTO
, FU, FZ
Číslo / název hrubovacího nástroje
Q13, popř.
QS13: číslo nebo název hrubovacího nástroje.
Rozsah zadávání 0 až 32767,9 při zadání čísel,
maximálně 16 znaků při zadání názvu. Při zadání
Q13 = 0 se použijí data nástroje, který se právě
nachází ve vřetenu.
NC-bloky
58 CYCL DEF 21 PŘEDVRTÁNÍ
Q10=+5
;HLOUBKA PŘÍSUVU
Q11=100
;POSUV PŘÍSUVU DO
HL.
Q13=1
;HRUBOVACÍ NASTROJ