Provádění cyklu, Při programování dbejte na tyto body – HEIDENHAIN TNC 620 (81760x-02) Cycle programming Uživatelská příručka
Stránka 397
MĚŘENÍ VÝSTUPKU ZVENKU (cyklus 426, DIN/ISO: G426, volitelný
software 17)
15.10
15
TNC 620 | Uživatelská příručka programování cyklů | 3/2015
397
15.10 MĚŘENÍ VÝSTUPKU ZVENKU
(cyklus 426, DIN/ISO: G426, volitelný
software 17)
Provádění cyklu
Cyklus dotykové sondy 426 zjistí polohu a šířku výstupku (stojiny).
Pokud jste definovali v cyklu příslušné hodnoty tolerance, provede
TNC porovnání cílových a skutečných hodnot a uloží odchylku do
systémových parametrů.
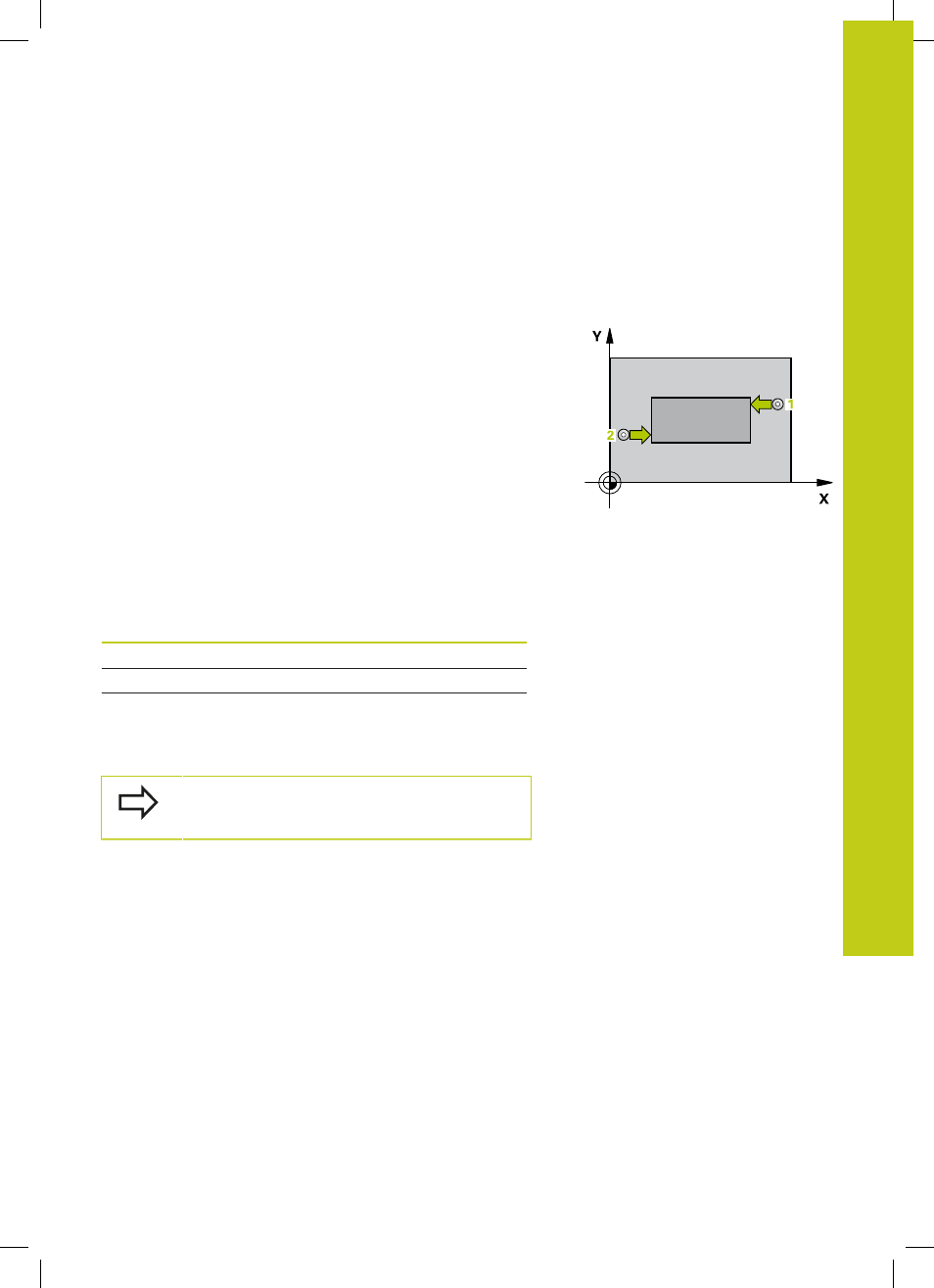
1 TNC napolohuje dotykovou sondu rychloposuvem (hodnota
ze sloupce FMAX) a podle polohovací logiky (viz "Zpracování
cyklů dotykové sondy", Stránka 298) do dotykového bodu
1
.
TNC vypočte dotykové body z údajů v cyklu a z bezpečné
vzdálenosti ze sloupce SET_UP tabulky dotykové sondy
2 Pak najede dotyková sonda na zadanou výšku měření a
provede první snímání snímacím posuvem (sloupec F). 1.
snímání je vždy v negativním směru naprogramované osy
3 Poté přejede dotyková sonda v bezpečné výšce k dalšímu bodu
dotyku a provede tam druhé snímání.
4 Poté umístí TNC dotykovou sondu zpět na bezpečnou výšku a
uloží aktuální hodnoty a odchylku do následujících Q-parametrů:
Číslo parametru
Význam
Q156
Skutečná hodnota naměřené délky
Q157
Skutečná hodnota polohy středové osy
Q166
Odchylka naměřené délky
Při programování dbejte na tyto body!
Před definicí cyklu musíte naprogramovat vyvolání
nástroje pro definici osy dotykové sondy.