Průběh cyklu, Viz "plášť válce – HEIDENHAIN TNC 620 (81760x-02) Cycle programming Uživatelská příručka
Stránka 226
Obráběcí cykly: Plášť válce
8.5
PLÁŠŤ VÁLCE (cyklus 39, DIN/ISO: G139, volitelný software 1)
8
226
TNC 620 | Uživatelská příručka programování cyklů | 3/2015
8.5
PLÁŠŤ VÁLCE (cyklus 39, DIN/ISO:
G139, volitelný software 1)
Průběh cyklu
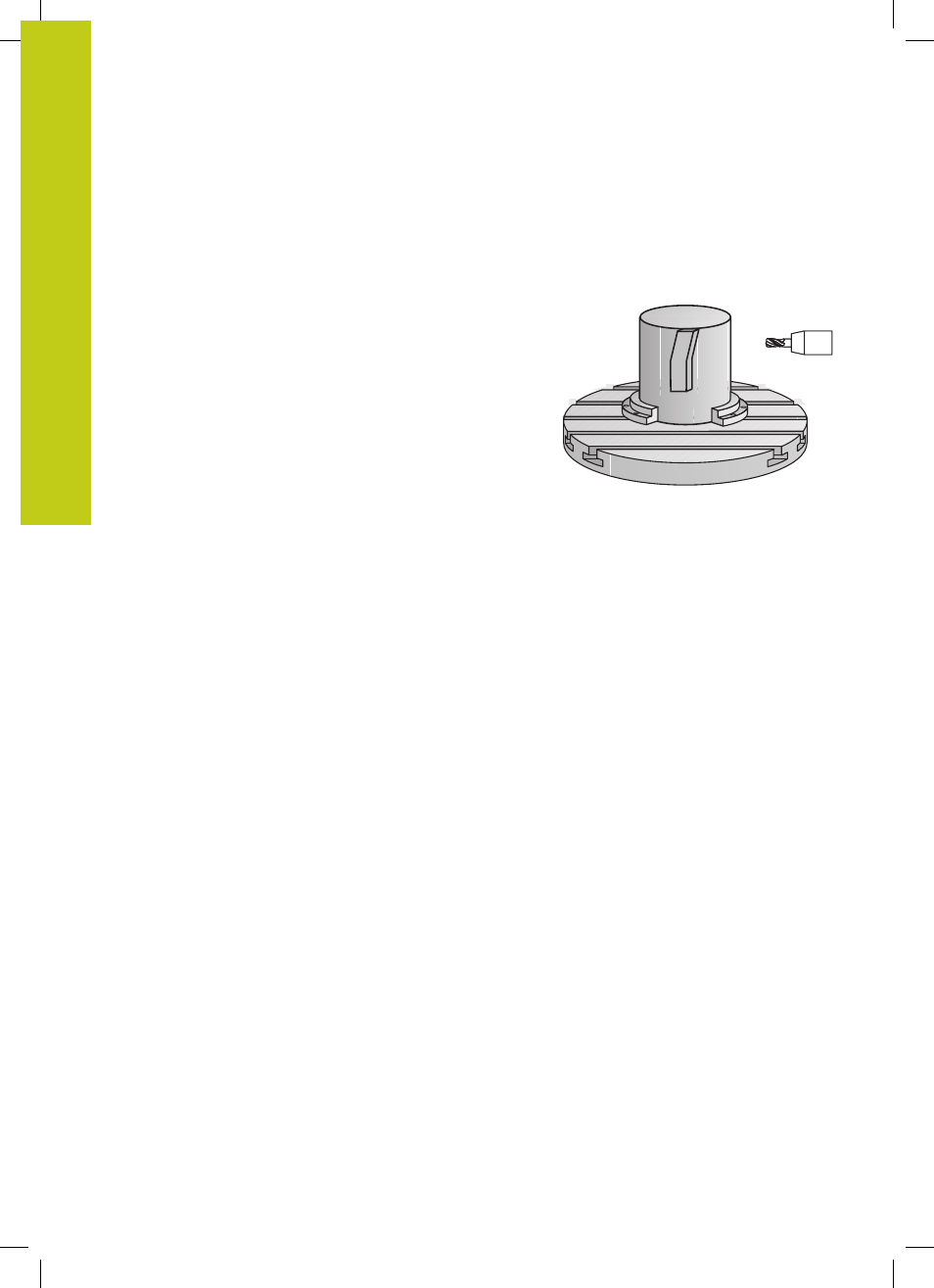
Tímto cyklem můžete vyrobit obrys na plášti válce. K tomu
definujete obrys na rozvinutém plášti válce. TNC nastavuje nástroj
u tohoto cyklu tak, aby stěna frézovaného obrysu probíhala při
aktivní korekci rádiusu rovnoběžně s osou válce.
Obrys popíšete v podprogramu, který určíte cyklem 14 (OBRYS).
V podprogramu popisujete obrys vždy souřadnicemi X a Y,
nezávisle na tom, které osy naklápění jsou na vašem stroji k
dispozici. Popis obrysu je tak nezávislý na konfiguraci vašeho
stroje. Jako dráhové funkce máte k dispozici L, CHF, CR, RND a
CT
.
Na rozdíl od cyklů 28 a 29 definujete v podprogramu obrysu
skutečně obráběný obrys.
1 TNC napolohuje nástroj nad startovní bod obrábění. TNC umístí
startovní bod přesazený o průměr nástroje vedle prvního bodu,
který je definovaný v podprogramu obrysu.
2 Následně TNC přesune nástroj kolmo do první hloubky přísuvu.
Najetí se provádí tangenciálně nebo po přímce s frézovacím
posuvem Q12. Popř. se bere do úvahy přídavek pro dokončení
stěny. (Způsob najetí závisí na parametrech ConfigDatum,
CfgGeoCycle, a apprDepCylWall)
3 V první hloubce přísuvu frézuje nástroj frézovacím posuvem
Q12 podél obrysu, až je definovaný úsek obrysu kompletně
obrobený.
4 Poté odjede nástroj tangenciálně od stěny výstupku zpět do
startovního bodu obrábění.
5 Kroky 2 až 4 se opakují, až se dosáhne naprogramované
hloubky frézování Q1.
6 Poté odjede nástroj v ose nástroje zpět do bezpečné výšky
nebo na poslední polohu naprogramovanou před cyklem
(v závislosti na parametrech ConfigDatum, CfgGeoCycle a
posAfterContPocket).