HEIDENHAIN TNC 620 (81760x-02) Cycle programming Uživatelská příručka
Stránka 151
KRUHOVÁ DRÁŽKA (cyklus 254, DIN/ISO: G254, volitelný software
19)
5.5
5
TNC 620 | Uživatelská příručka programování cyklů | 3/2015
151
Počet obráběcích operací
Q377: počet obráběcích
operací na roztečné kružnici. Rozsah zadávání 1 až
99 999
Posuv pro frézování
Q207: Pojezdová rychlost
nástroje při frézování v mm/min Rozsah zadávání 0
až 99 999,999alternativně FAUTO, FU, FZ
Druh frézování
Q351: Druh frézování při M3
+1
= sousledné frézování
-1
= nesousledné frézování
PREDEF
: TNC použije hodnotu z bloku GLOBAL
DEF (Pokud zadáte 0, provádí se obrábění se
sousledným chodem)
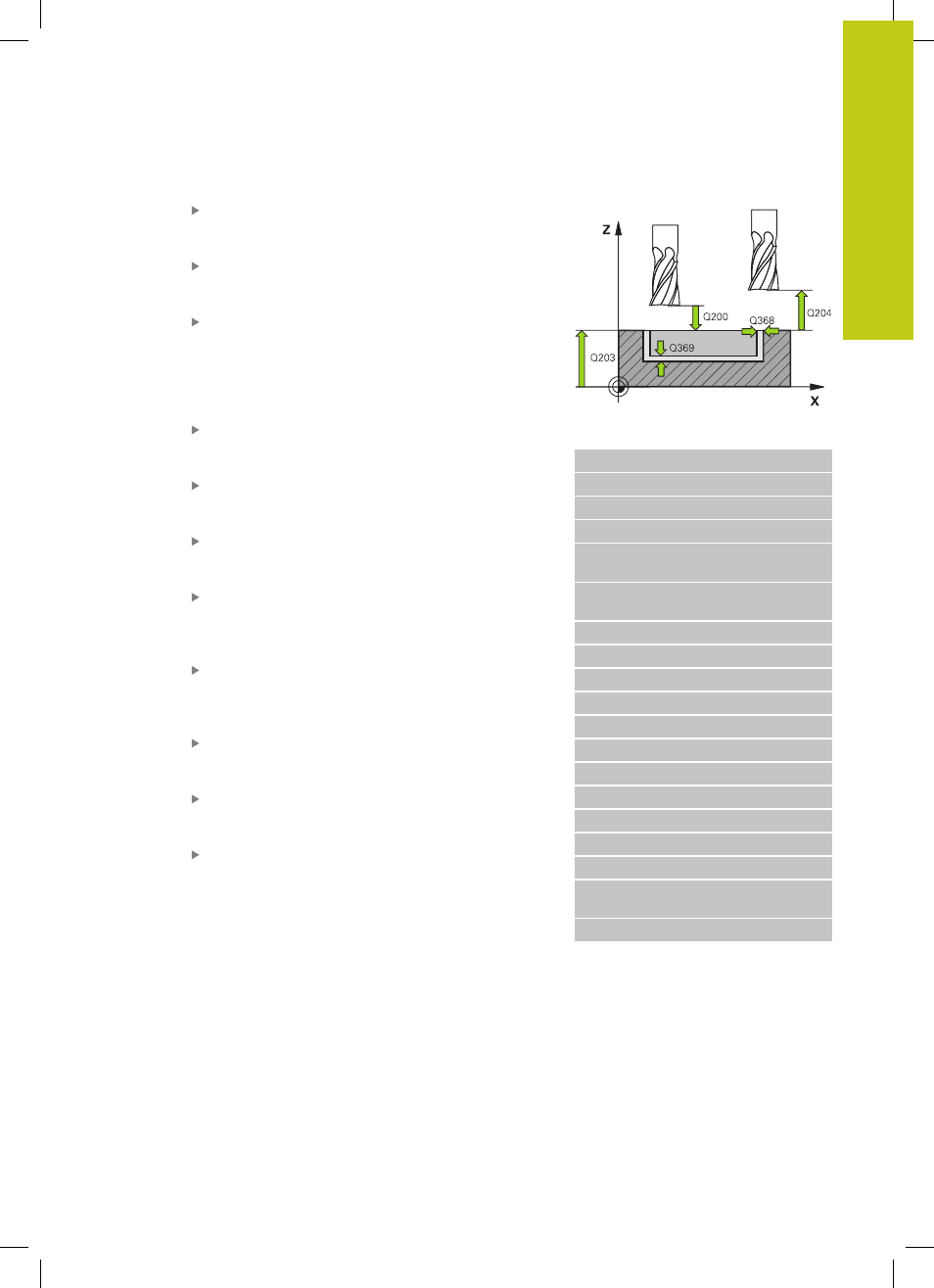
Hloubka
Q201 (inkrementálně): vzdálenost
povrch obrobku – dno drážky. Rozsah zadávání
-99 999,9999 až 99 999,9999
Hloubka přísuvu
Q202 (inkrementálně): rozměr, o
nějž se nástroj pokaždé přisune; zadejte hodnotu
větší než 0. Rozsah zadávání 0 až 99 999,9999
Přídavek na dokončení dna
Q369 (inkrementálně):
Přídavek na dokončování pro dno. Rozsah zadávání
0 až 99 999,9999
Posuv přísuvu do hloubky
Q206: pojezdová
rychlost nástroje při pojezdu do hloubky v mm/min.
Rozsah zadávání 0 až 99 999,999; alternativně
FAUTO
, FU, FZ
Přísuv při dokončování
Q338 (inkrementálně):
rozměr, o který se nástroj v ose vřetena přisune při
dokončování. Q338=0: dokončení jedním přísuvem.
Rozsah zadávání 0 až 99 999,9999
Bezpečná vzdálenost
Q200 (inkrementálně):
vzdálenost mezi hrotem nástroje a povrchem
obrobku. Rozsah zadávání 0 až 99 999,9999
Souřadnice povrchu obrobku
Q203 (absolutně):
Souřadnice povrchu obrobku. Rozsah zadávání
-99 999,9999 až 99 999,9999
2. bezpečná vzdálenost
Q204 (inkrementálně):
souřadnice osy vřetena, v níž nemůže dojít ke kolizi
mezi nástrojem a obrobkem (upínadly). Rozsah
zadávání 0 až 99 999,9999
NC-bloky
8 CYCL DEF 254 KRUHOVÁ DRÁŽKA
Q215=0
;ROZSAH OBRÁBĚNÍ
Q219=12
;ŠÍŘKA DRÁŽKY
Q368=0.2
;PŘÍDAVEK NA STRANU
Q375=80
;PRŮMĚR ROZTEČNÉ
KRUŽNICE.
Q367 = 0
;VZTAH POLOHA
DRÁŽKY
Q216=+50
;STŘED 1. OSY
Q217=+50
;STŘED 2. OSY
Q376=+45
;STARTOVNÍ ÚHEL
Q248 = 90
;ÚHEL OTEVŘENÍ
Q378=0
;ÚHLOVÁ ROZTEČ
Q377=1
;POČET OBRÁBĚNÍ
Q207=500
;FRÉZOVACÍ POSUV
Q351=+1
;DRUH FRÉZOVÁNÍ
Q201=-20
;HLOUBKA
Q202=5
;HLOUBKA PŘÍSUVU
Q369=0.1
;PŘÍDAVEK NA DNO
Q206=150
;POSUV PŘÍSUVU DO
HLOUBKY
Q338=5
;PŘÍSUV NAČISTO