2 vrtac cykly – HEIDENHAIN TNC 310 (286 040) Uživatelská příručka
Stránka 105
8 Programován : Cykly
94
ŘEZÁNÍ ZÁVITU GS bez vyrovnávac hlavy
(cyklus 17)
Stroj a TNC mus být výrobcem stroje připraveny pro
řezán závitu bez vyrovnávac hlavy.
TNC řeže závit bu v jednom nebo ve v ce řezech bez délkové
vyrovnávac hlavy.
Výhody oproti cyklu řezán závitu s vyrovnávac hlavou:
■
vyšš obráběc rychlost
■
opakované řezán stejného závitu, nebo se vřeteno při vyvolán
cyklu napolohuje do polohy 0° (závis na strojn m parametru
7160)
■
větš rozsah pojezdu v ose vřetena, nebo odpadá vyrovnávac
hlava
Před programován m dbejte následuj c ho
Naprogramovat polohovac blok do bodu startu (střed
d ry) s KOREKCÍ RADIUSU R0
Naprogramovat polohovac blok do bodu startu v ose
vřetena (BEZPEČNOSTNÍ VZDÁLENOST nad povrchem
obrobku)
Znaménko parametru HLOUBKY VRTÁNÍ definuje směr
vrtán .
TNC vypočte posuv v závislosti na otáčkách vřetena.
Pokud během řezán závitu otáč te otočným
regulátorem pro override otáček vřetena, přizpůsob
TNC automaticky posuv.
Otočný regulátor pro override posuvu nen aktivn .
Na konci cyklu se vřeteno zastav . Před dalš m obráběn m
opět zapnout otáčen vřetena s M3 (popř. M4).
ú
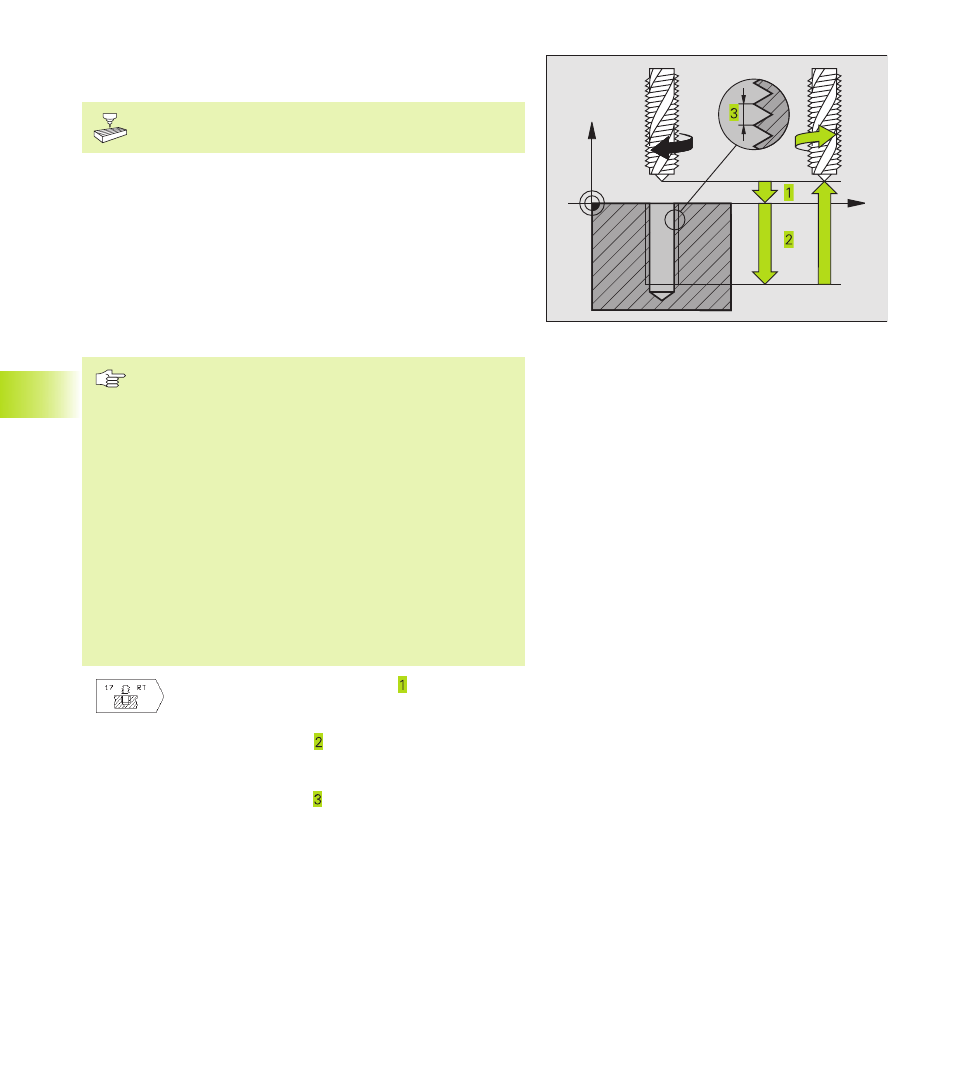
BEZPEČNOSTNÍ VZDÁLENOST (inkrementáln ):
vzdálenost mezi hrotem nástroje (startovac
poloha) a povrchem obrobku
ú
HLOUBKA VRTÁNÍ (inkrementáln ): vzdálenost
mezi povrchem obrobku (začátek závitu) a
koncem závitu
ú
STOUPÁNÍ ZÁVITU :
Stoupán závitu. Znaménko definuje pravochodý a
levochodý závit:
+ = pravochodý závit
– = levochodý závit
8.2 Vrtac cykly
X
Z