5 přklady pr ogramován, Př klad: skupina děr s v ce nástroji – HEIDENHAIN TNC 310 (286 040) Uživatelská příručka
Stránka 155
9 Programován : Podprogramy a opakován části programu
144
9.5 Přklady pr
ogramován
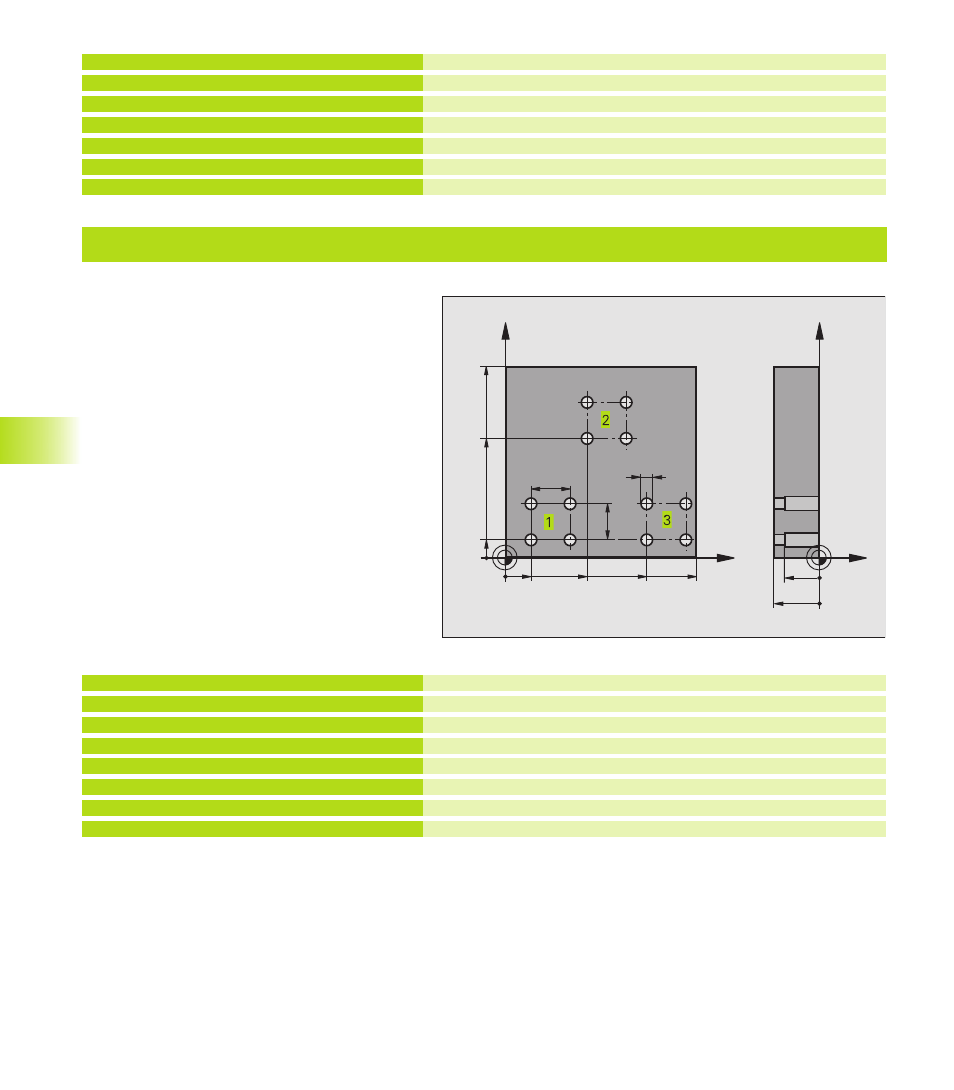
Př klad: Skupina děr s v ce nástroji
Průběh programu
■
Programován obráběc ch cyklů v hlavn m
programu
■
Vyvolán kompletn ho vrtac ho plánu
(podprogram 1)
■
Najet skupinu děr v podprogramu 1, vyvolat
skupinu děr (podprogram 2)
■
Skupinu děr naprogramovat jen jednou v
podprogramu 2
14 LBL 1
15 CYCL CALL
16 L IX+20 R0 F MAX M99
17 L IY+20 R0 F MAX M99
18 L IX 20 R0 F MAX M99
19 LBL 0
20 END PGM UP1 MM
Začátek podprogramu 1: Skupina děr
1. d ra
Najet 2. d ry, vyvolán cyklu
Najet 3. d ry, vyvolán cyklu
Najet 4. d ry, vyvolán cyklu
Konec podprogramu 1
0 BEGIN PGM UP2 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z 20
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL DEF 1 L+0 R+4
4 TOOL DEF 2 L+0 R+3
5 TOOL DEF 3 L+0 R+3,5
6 TOOL CALL 1 Z S5000
7 L Z+250 R0 F MAX
Definice nástroje záhlubn k
Definice nástroje vrták
Definice nástroje výstružn k
Vyvolán nástroje záhlubn k
Vyjet nástroje
X
Y
15
60
100
100
75
10
45
20
20
5
Z
Y
-20
-15