3 cykly k frézován kapes, čepů a drážek – HEIDENHAIN TNC 310 (286 040) Uživatelská příručka
Stránka 110
99
HEIDENHAIN TNC 310
ú
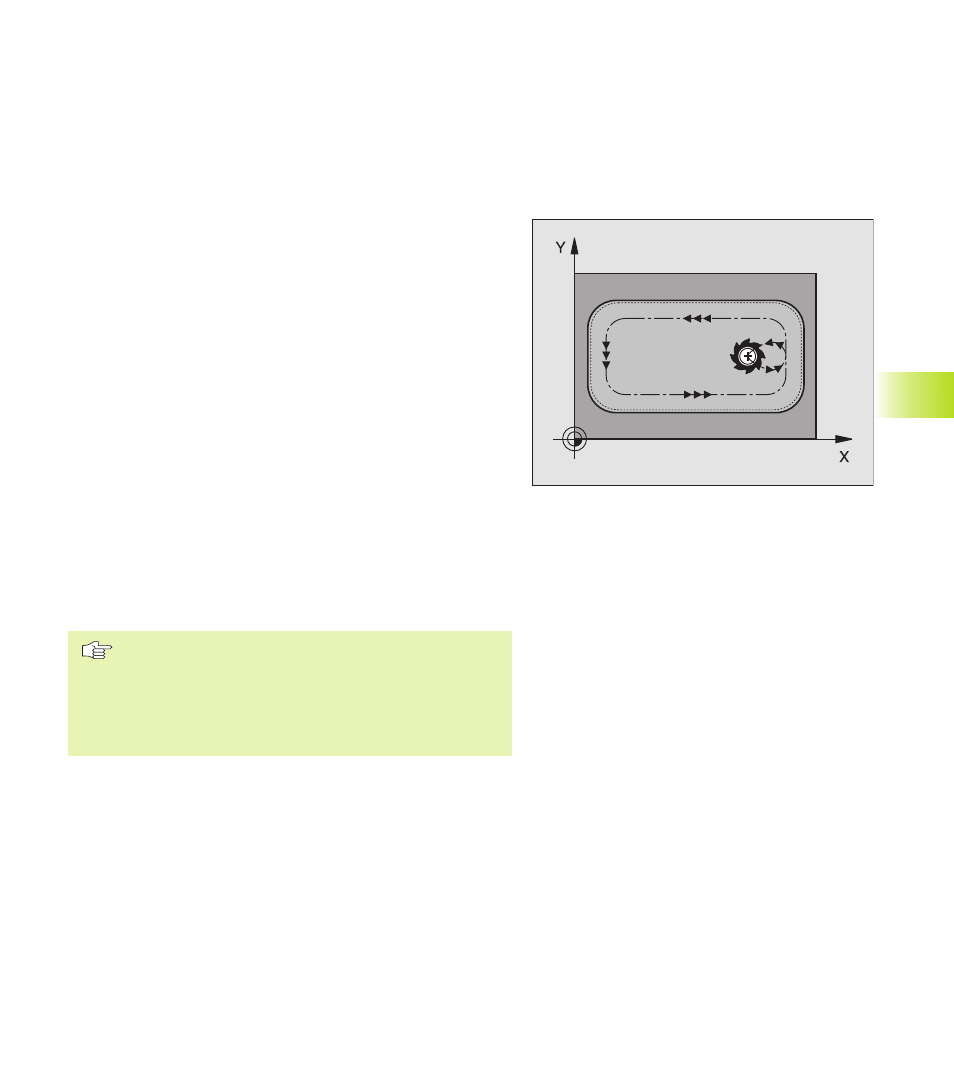
OTÁČENÍ VE SMYSLU HODIN
DR +: sousledné frézován při M3
DR –: nesousledné frézován při M3
Výpočty:
Stranový př suv k = K x R
K: faktor překryt , definovaný ve strojn m parametru 7430
R: radius frézy
KAPSA NA ČISTO (cyklus 212)
1 TNC najede automaticky nástrojem v ose vřetena na
BEZPEČNOSTNÍ VZDÁLENOST, nebo pokud je zadaná na
2. BEZPEČNOSTNÍ VZDÁLENOST a potom do středu kapsy
2 Ze středu kapsy přejede nástroj v rovině obráběn na bod startu
frézován . TNC respektuje pro výpočet bodu startu PŘÍDAVEK a
radius nástroje. Eventuálně provede TNC zápich do středu kapsy
3 Pokud se nástroj nacház na 2. BEZPEČNOSTNÍ VZDÁLENOSTI,
přejede TNC nástrojem s rychloposuvem FMAX na
BEZPEČNOSTNÍ VZDÁLENOST a odtud s POSUVEM NA
HLOUBKU na prvn HLOUBKU PŘÍSUVU
4 Potom najede nástroj tangenciálně na obrys dokončovaného
d lce a frézuje sousledně jeden oběh
5 Potom odjede nástroj tangenciálně od obrysu zpět do bodu
startu v rovině obráběn
6 Tento proces (3 až 5) se opakuje, až je dosaženo programované
HLOUBKY
7 Na konci cyklu odjede TNC nástrojem s rychloposuvem na
BEZPEČNOSTNÍ VZDÁLENOST nebo pokud je zadaná na
2. BEZPEČNOSTNÍ VZDÁLENOST a poté do středu kapsy
(koncová poloha = startovac poloha)
Před programován m dbejte následuj c ho
Znaménko parametru HLOUBKY definuje směr
frézován .
Pokud chcete rovnou zhotovit kapsu načisto, pak
použijte frézu s čeln mi zuby (DIN 844) a zadejte malý
POSUV NA HLOUBKU.
Nejmenš velikost kapsy: trojnásobek radiusu nástroje.
8.3 Cykly k frézován kapes, čepů a drážek