5 cykly pr o plošné frézován – HEIDENHAIN TNC 310 (286 040) Uživatelská příručka
Stránka 134
123
HEIDENHAIN TNC 310
Před programován m dbejte následuj c ho
TNC napolohuje nástroj z aktuáln
polohy s 3D př mkovým pohybem na bod startu .
Nástroj předpolohovat tak, aby nemohlo doj t ke kolizi s
obrobkem nebo s úpinkami.
TNC přej žd nástrojem s KOREKCÍ RADIUSU R0 mezi
zadanými polohami
Popř padě použ t frézu s čeln mi zuby (DIN 844).
ú
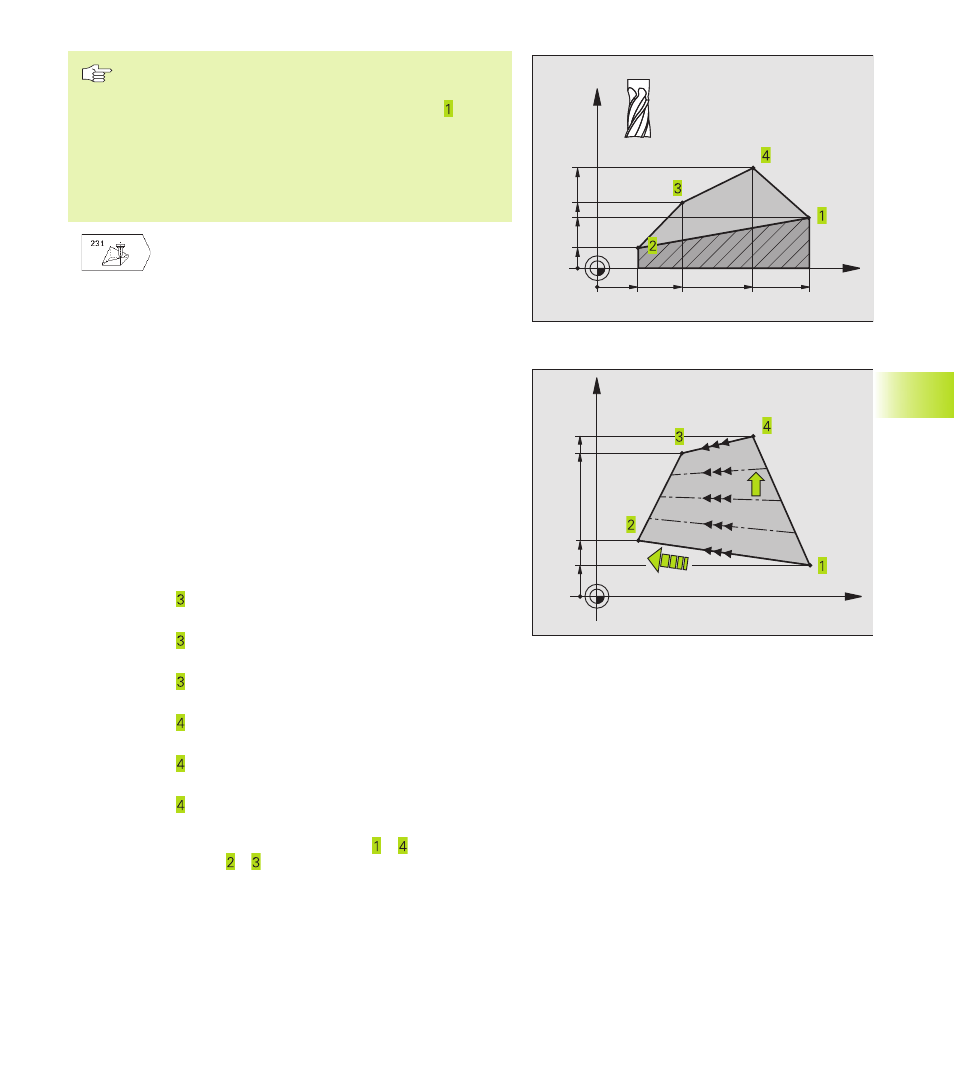
STARTBOD 1.OSY Q225 (absolutn ): souřadnice
bodu startu řádkované plochy v hlavn ose roviny
obráběn
ú
STARTBOD 2.OSY Q226 (absolutn ): souřadnice
bodu startu řádkované plochy ve vedlejš ose
roviny obráběn
ú
STARTBOD 3.OSY Q227 (absolutn ): souřadnice
bodu startu řádkované plochy v ose vřetena
ú
2. BOD 1. OSY Q228 (absolutn ): souřadnice
koncového
bodu řádkované plochy v hlavn ose roviny
obráběn
ú
2. BOD 2. OSY Q229 (absolutn ): souřadnice
koncového bodu řádkované plochy ve vedlejš ose
roviny obráběn
ú
2. BOD 3. OSY Q230 (absolutn ): souřadnice
koncového
bodu řádkované plochy v ose vřetena
ú
3. BOD 1. OSY Q231 (absolutn ): souřadnice bodu
v hlavn ose roviny obráběn
ú
3. BOD 2. OSY Q232 (absolutn ): souřadnice bodu
ve vedlejš ose roviny obráběn
ú
3. BOD 3. OSY Q233 (absolutn ): souřadnice bodu
v ose vřetena
ú
4. BOD 1. OSY Q234 (absolutn ): souřadnice bodu
v hlavn ose roviny obráběn
ú
4. BOD 2. OSY Q235 (absolutn ): souřadnice bodu
ve vedlejš ose roviny obráběn
ú
4. BOD 3. OSY Q236 (absolutn ): souřadnice bodu
v ose vřetena
ú
POČET ŘEZŮ Q240: počet řádků, které má TNC
projet nástrojem mezi bodem a , popř. mezi
bodem a
ú
POSUV Q207: rychlost pojezdu nástroje při
frézován prvn ho řádku v mm/ min; TNC vypoč tá
posuv pro všechny dalš řádky ze stranového
př suvu nástroje(přesazen menš než radius
nástroje = vyšš posuv, větš stranový př suv = nižš
posuv)
8.5 Cykly pr
o plošné frézován
X
Y
Q229
Q207
N = Q240
Q226
Q232
Q235
X
Z
Q236
Q233
Q227
Q230
Q228
Q225
Q234
Q231