2 data nástroje, 2 data nástr oje – HEIDENHAIN TNC 310 (286 040) Uživatelská příručka
Stránka 54
43
HEIDENHAIN TNC 310
5.2 Data nástroje
Běžně se programuj souřadnice dráhových pohybů tak, jak je
obrobek okótován ve výkresu. T m, že TNC může vypoč tat dráhu
středu nástroje, tedy provést korekci nástroje, mus te pro každý
použitý nástroj zadat jeho délku a radius.
Data nástroje můžete zadat bu pomoc funkce TOOL DEF př mo
do programu nebo (a) odděleně v tabulce nástrojů. TNC
respektuje zadané informace, pokud je prováděn program
obráběn .
Č slo nástroje
Každý nástroj je označen č slem mezi 0 a 254.
Pokud pracujete s tabulkou nástrojů, pak jsou pro nástroje uvnitř
tabulky nástrojů rezervována č sla mezi 0 a 99.
Nástroj s č slem 0 je definován jako nulový nástroj a má délku L=0
a radius R=0. V tabulce nástrojů byste měli rovněž definovat
nástroj T0 s L=0 a R=0.
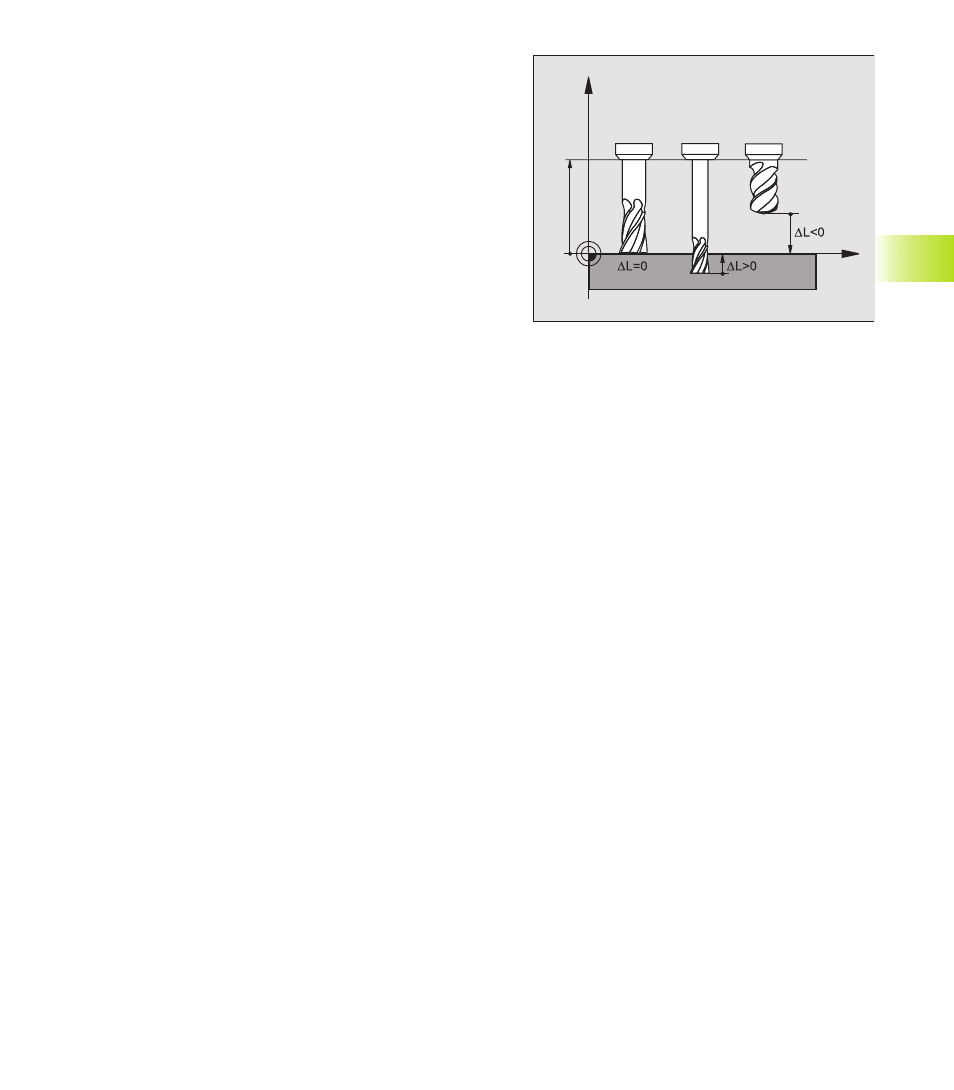
Délka nástroje L
Délku nástroje L můžete určit dvěma způsoby:
1 Délka L je rozd l délky nástroje a délky nulového nástroje L
0
.
Znaménko:
■
Nástroj je delš než nulový nástroj:
L>L
0
■
Nástroj je kratš než nulový nástroj:
L<L
0
Určen délky:
ú
Najet nulovým nástrojem v ose nástroje na vztažnou polohu
(např. povrch obrobku s Z=0)
ú
Nastavit indikaci osy nástroje na nulu (nastavit vztažný bod)
ú
Vyměnit dalš nástroj
ú
Najet nástrojem na stejnou vztažnou polohu jako s nulovým
nástrojem
ú
Indikace osy nástroje zobrazuje délkový rozd l nástroje vůči
nulovému nástroji
ú
Převz t indikovanou hodnotu stiskem softklávesy „AKT.POLOHA“
do bloku TOOL DEF popř. do tabulky nástrojů
2 Pokud jste zjistili délku nástroje L pomoc seřizovac ho př stroje,
pak zadejte zjištěnou hodnotu př mo do definice nástroje TOOL
DEF.
5.2 Data nástr
oje
Z
X
L
0